







Al personalizar la configuración de OrcaSlicer, libera el máximo potencial de su impresora Sovol. Unos ajustes precisos pueden mejorar drásticamente la calidad de impresión, ofreciendo superficies más lisas y reduciendo errores comunes. Al ajustar estos parámetros, obtendrá resultados consistentes que mejorarán sus proyectos de impresión 3D. Ya sea que busque detalles intrincados o acabados impecables, una configuración optimizada marcará una diferencia notable. Con el enfoque adecuado, puede transformar su impresora en una herramienta que produzca resultados de calidad profesional.
Conclusiones clave
- Ajuste la altura de la capa y la velocidad de impresión para obtener detalles y tiempo. Empiece con pruebas para encontrar la mejor configuración para sus impresiones.
- Modifique la configuración de retracción para reducir la formación de hilos y el rezumado. Utilice un modelo de prueba para ver cómo los cambios afectan la calidad de impresión.
- Activa el salto Z para evitar que la boquilla se bloquee durante los movimientos. Esto es importante para diseños detallados y mantiene la buena calidad de las impresiones.
- Establezca la temperatura y el enfriamiento para cada tipo de filamento. Utilice pruebas para determinar la temperatura óptima del extrusor para obtener impresiones resistentes.
- Pruebe diferentes patrones y densidades de relleno para mayor resistencia y ahorro de material. Elija la combinación adecuada según las necesidades de su modelo.
Configuración de claves en OrcaSlicer

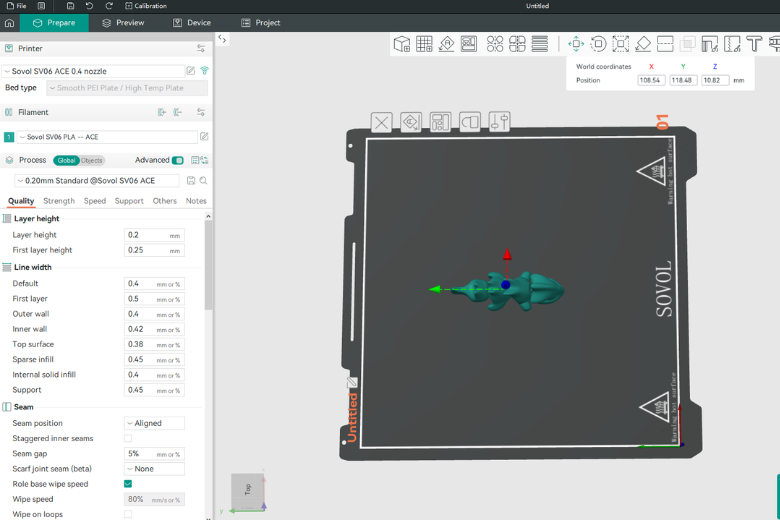
Ajustar la configuración de OrcaSlicer puede mejorar significativamente su experiencia de impresión 3D. Al comprender y ajustar parámetros clave como la altura de capa, la retracción y el salto Z, podrá lograr una calidad de impresión óptima y reducir problemas comunes. A continuación, analizaremos estos ajustes esenciales en detalle.
Altura de la capa y velocidad de impresión
La altura de capa y la velocidad de impresión son dos de los factores más importantes que influyen en la calidad de las impresiones. La altura de capa determina el grosor de cada capa impresa, lo que afecta directamente la suavidad de la superficie y la resolución de los detalles. Una altura de capa menor, como 0,1 mm, produce detalles más finos, pero aumenta el tiempo de impresión. Por el contrario, una altura de capa mayor, como 0,2 mm, acelera el proceso, pero sacrifica algunos detalles.
La velocidad de impresión, por otro lado, controla la velocidad con la que se mueve la impresora al extruir el filamento. Las velocidades más lentas, generalmente de entre 40 y 60 mm/s, permiten una mejor adhesión y precisión, especialmente para modelos complejos. Las velocidades más rápidas, como de 80 a 100 mm/s, son adecuadas para diseños más sencillos, pero pueden comprometer la precisión.
Consejo: Comience con una prueba de calibración para encontrar el equilibrio entre la altura de capa y la velocidad de impresión que mejor se adapte a su proyecto. Ajuste estos ajustes gradualmente para observar su impacto en las impresiones.
Configuración de retracción en Orca Slicer
Ajustes de retracción Desempeñan un papel fundamental para minimizar la formación de hilos y el rezumado durante los movimientos que no requieren impresión. La retracción retrae el filamento hacia la boquilla, evitando que se escape el exceso de material. En OrcaSlicer, puede ajustar la distancia y la velocidad de retracción para adaptarlas al tipo de filamento y la complejidad del modelo.
Para la mayoría de las impresoras Sovol, una distancia de retracción de 2-7 mm y una velocidad de 20-100 mm/s Funciona bien. Sin embargo, para minimizar la formación de hilos, utilice una distancia de 1 a 2 mm y una velocidad de 20 a 45 mm/s. Estos valores reducen el riesgo de que el filamento se arrastre por la impresión, garantizando resultados más limpios.
Consejo profesional: Utilice un modelo de prueba de retracción para ajustar estos parámetros. Realice un ajuste a la vez para aislar su efecto sobre la formación de hilos y la supuración.
Z-Hop en Orca Slicer
Z-hop es una característica esencial En Orca Slicer, la boquilla se eleva durante el desplazamiento. Esto evita que roce las capas ya impresas, lo que puede causar imperfecciones en la superficie o dañar detalles delicados.La activación de Z-hop es especialmente beneficiosa para modelos complejos con salientes pronunciados o características intrincadas.
Al configurar la altura del salto Z, comience con un valor pequeño, como 0,2-0,4 mm. Esto garantiza que la boquilla se eleve lo justo para evitar colisiones sin aumentar innecesariamente el tiempo de impresión. Al evitar arañazos y manchas, el salto Z mejora la calidad general de sus impresiones.
- Por qué es importanteEl salto Z reduce el riesgo de colisiones entre boquillas, lo que puede provocar desplazamientos de capas o impresiones dañadas. Para diseños complejos, esta configuración es indispensable.
Nota:Pruebe siempre las configuraciones de Z-hop con un modelo de calibración para asegurarse de que se alineen con las capacidades de su impresora y los requisitos específicos de su proyecto.
Ajustes de temperatura y refrigeración
Temperatura y enfriamiento La configuración es fundamental para lograr impresiones de alta calidad con su impresora 3D Sovol. Una calibración adecuada de la temperatura garantiza un flujo óptimo del filamento, mientras que una refrigeración eficaz solidifica las capas correctamente, evitando deformaciones.
Temperatura del extrusor
La temperatura del extrusor afecta directamente la forma en que el filamento se funde y se adhiere a la cama de impresión. Para el PLA, un punto de partida común es de 190-210 °C, mientras que el PETG suele requerir de 230-250 °C. Consulte siempre las recomendaciones del fabricante del filamento, pero no dude en ajustar la temperatura en pequeños incrementos (p. ej., 5 °C) para obtener los mejores resultados. Si observa una extrusión insuficiente o una adhesión débil de la capa, aumentar ligeramente la temperatura puede ser útil. Por el contrario, si observa filamentos o rezuma, bajar la temperatura podría solucionar el problema.
Velocidad del ventilador de enfriamiento
La velocidad del ventilador determina la rapidez con la que el filamento se solidifica tras la extrusión. Para el PLA, una velocidad del ventilador del 100 % suele ser ideal, ya que enfría el material rápidamente y evita que se deforme en los salientes. Sin embargo, el PETG se beneficia de velocidades del ventilador más bajas (30-50 %) para mantener una mejor adhesión de las capas. Los modelos con detalles intrincados o salientes pronunciados pueden requerir una mayor refrigeración para preservar su estructura.
Consejo: Utilice una prueba de temperatura en torre para identificar la temperatura óptima del extrusor para su filamento. De igual forma, experimente con la velocidad del ventilador para encontrar el equilibrio entre adhesión y enfriamiento.
Cómo evitar el sobrecalentamiento
El sobrecalentamiento puede causar problemas como manchas, hilos o incluso desplazamientos de capas. Para evitarlo, asegúrese de que el sistema de refrigeración funcione correctamente. Para impresiones más grandes, considere activar un retardo de refrigeración entre capas para que la impresión tenga tiempo suficiente para la solidificación.
Al dominar los ajustes de temperatura y enfriamiento, puede mejorar significativamente la calidad de sus impresiones y reducir los problemas comunes de impresión 3D.
Patrones de relleno y densidad
Los patrones de relleno y la configuración de densidad influyen en la resistencia, el peso y el uso de material de sus impresiones 3D. Elegir la combinación adecuada garantiza que su modelo cumpla con sus requisitos funcionales y estéticos.
Patrones de relleno
Orca Slicer ofrece una variedad de patrones de relleno, como cuadrícula, panal y giroide. Cada patrón tiene características únicas. Por ejemplo:
- Red:Proporciona un equilibrio entre resistencia y velocidad de impresión, lo que lo hace adecuado para modelos de uso general.
- Panal:Ofrece una excelente relación resistencia-peso, ideal para piezas estructurales.
- Giroid:Distribuye la tensión de manera uniforme, lo que lo hace perfecto para diseños flexibles o portantes.
La selección del patrón adecuado depende del propósito de su modelo. Para impresiones decorativas, los patrones más simples, como líneas o cuadrículas, funcionan bien. Para piezas funcionales, los patrones de panal o giroide garantizan durabilidad.
Densidad de relleno
La densidad de relleno determina la cantidad de material que llena el interior del modelo. Una densidad más baja (10-20%) reduce el uso de material y el tiempo de impresión, lo que la hace ideal para modelos ligeros o estéticos. Las densidades más altas (50-100%) aumentan la resistencia y la durabilidad, ideales para piezas mecánicas o componentes que soportan carga.
- La investigación destaca el impacto de la densidad del relleno en el rendimiento mecánico. Forés-Garriga et al. demostraron que la configuración del relleno afecta directamente la resistencia y el peso de las piezas impresas en 3D. El análisis de elementos finitos (FEA) respalda aún más la importancia de optimizar la densidad del relleno para lograr la integridad estructural y la eficiencia del material.
Consejo profesional: Usa una vista previa de la segmentación para visualizar cómo se verán los diferentes patrones y densidades de relleno dentro de tu modelo. Esto te ayudará a tomar decisiones informadas antes de imprimir.
Al comprender y ajustar los patrones de relleno y la densidad, puede optimizar sus impresiones en cuanto a resistencia, peso y eficiencia del material, garantizando que satisfagan sus necesidades específicas.
Optimización paso a paso para impresoras Sovol
Ajuste de la altura de la capa para la calidad de la superficie
La altura de capa es un factor crucial para lograr una calidad superficial óptima en sus impresiones 3D. Al ajustar esta configuración en OrcaSlicer, puede controlar el nivel de detalle y la suavidad de sus modelos. Las capas más delgadas, como las de 0,1 mm, producen detalles más nítidos y superficies más lisas, lo que las hace ideales para diseños complejos. Sin embargo, también aumentan el tiempo de producción. Las capas más grandes, como las de 0,2 mm, mantienen una calidad aceptable y reducen significativamente el tiempo de impresión.
| Altura de la capa (micras) | Calidad de la superficie | Impacto en el tiempo de producción |
|---|---|---|
| Capas más delgadas | Detalles más nítidos, superficies más suaves | Mayor tiempo de producción |
| Capas más grandes (100) | Mantiene la calidad | Reduce el tiempo de producción hasta 3 veces |
Para determinar la altura de capa óptima para su proyecto, realice una prueba de calibración. Esto le permitirá equilibrar eficazmente la calidad de la superficie y el tiempo de producción.
Ajuste fino de la retracción para minimizar el encordado
El encordado se produce cuando el exceso de filamento se filtra durante los movimientos que no son de impresión, dejando hebras finas en el modelo. Ajustar la configuración de retracción en Orca Slicer puede ayudarle a eliminar este problema. Comience ajustando la distancia y la velocidad de retracción. Por ejemplo:
- Ajuste la retracción a 1,6 mm con un salto Z de 0,4 mm y habilitar "limpiar mientras se retrae" para reducir las cuerdas.
- Aumente el valor de retracción a 4 mm para obtener impresiones más limpias.
- Experimente con una retracción de 3 mm, que ha demostrado resolver por completo el encordamiento en algunos casos.
Utilice un modelo de prueba de retracción para identificar la configuración óptima para su filamento y su impresora 3D Sovol. Esto garantiza impresiones más nítidas y con menos imperfecciones.
Configuración de Z-Hop para evitar colisiones
Z-hop en Orca Slicer Es una valiosa función que evita colisiones entre boquillas al elevar el cabezal de impresión durante los movimientos que no son de impresión. Esta configuración es especialmente útil para modelos con detalles delicados o salientes pronunciados.
| Método de prueba | Descripción |
|---|---|
| Prueba de salto Z | Evalúa la configuración de Z-hop para evitar colisiones, reducir los cambios de capa y proteger las impresiones. |
Para habilitar el salto Z, ajuste la altura del salto Z a 0,2-0,4 mm.Este pequeño elevador evita el arrastre de la boquilla sin aumentar significativamente el tiempo de impresión. Además:
- Active la función Z-hop en la configuración de su cortadora.
- Pruebe la configuración con un modelo de calibración para garantizar movimientos suaves e impresión sin colisiones.
Al optimizar Z-hop, puede proteger sus impresiones y lograr resultados de mayor calidad.
Optimización de la velocidad de impresión para distintos tipos de materiales
La velocidad de impresión es un factor crucial para obtener resultados de alta calidad con su impresora 3D. Ajustar esta configuración en OrcaSlicer le permite adaptar el proceso de impresión al material específico que utiliza. Cada material responde de forma distinta a los ajustes de velocidad, por lo que encontrar el equilibrio óptimo es esencial para lograr precisión y durabilidad.
Para el ácido poliláctico (PLA), una velocidad de impresión de 50 mm/s A menudo se obtienen los mejores resultados. Esta velocidad minimiza los errores dimensionales y mejora la resolución de los detalles. Materiales como PETG o ABS, que requieren temperaturas de extrusión más altas, pueden beneficiarse de velocidades ligeramente más lentas, como 40-45 mm/s. Estas velocidades permiten que el filamento se adhiera correctamente y evitan problemas como la deformación o la separación de capas.
Consejo: Realice siempre una prueba de calibración al cambiar de material. Esto le ayudará a identificar la velocidad de impresión ideal para su filamento y modelo.
Un estudio destaca que la velocidad de impresión influye significativamente en la precisión de los objetos impresos en 3D. Se descubrió que una velocidad de 50 mm/s, combinada con una altura de capa y una densidad de relleno adecuadas, minimiza los errores dimensionales. Esto demuestra la importancia de ajustar la velocidad de los diferentes materiales para lograr resultados óptimos.
Al ajustar la velocidad de impresión, tenga en cuenta la complejidad de su modelo. Los diseños intrincados con detalles finos pueden requerir velocidades más bajas para garantizar la precisión. Los modelos más sencillos admiten velocidades más altas, lo que reduce el tiempo de impresión sin comprometer la calidad. Al comprender cómo la velocidad afecta a los diferentes materiales, puede mejorar el rendimiento de su impresora 3D Sovol y lograr impresiones consistentes y de alta calidad.
Calibración de temperatura para diferentes filamentos
La calibración de temperatura es esencial para obtener impresiones fiables y de alta calidad con su impresora Sovol. Cada tipo de filamento tiene un rango de temperatura específico que garantiza una fusión, adhesión y unión de capas adecuadas. Ajustar la temperatura del extrusor en Orca Slicer le permite optimizar el proceso de impresión para diferentes materiales.
El PLA, uno de los filamentos más utilizados, suele requerir una temperatura de extrusión de entre 190 °C y 210 °C. El PETG, conocido por su resistencia y flexibilidad, alcanza su máximo rendimiento entre 230 °C y 250 °C. El ABS, un material duradero que se utiliza a menudo para piezas funcionales, requiere temperaturas aún más altas, de entre 240 °C y 260 °C. Consulte siempre las recomendaciones del fabricante del filamento como punto de partida.
Consejo profesional Utilice una prueba de torre de temperatura para identificar la temperatura óptima para su filamento. Esta prueba consiste en imprimir un modelo con diferentes zonas de temperatura, lo que le permite observar cómo cada ajuste afecta la calidad de impresión.
La refrigeración también juega un papel vital en la calibración de la temperatura. El PLA se beneficia de altas velocidades del ventilador (alrededor del 100 %) para solidificar las capas rápidamente y evitar el descuelgue. Sin embargo, el PETG y el ABS requieren velocidades del ventilador más bajas para mantener una adhesión adecuada y evitar grietas. Ajustar estos parámetros en la cortadora garantiza que cada filamento rinda al máximo.
Al calibrar la temperatura y la configuración de enfriamiento para cada filamento, puede reducir problemas comunes como encordado, deformación y adhesión débil de las capas.Este paso es crucial para lograr resultados consistentes y maximizar el potencial de su impresora 3D Sovol.
Solución de problemas de OrcaSlicer
Incluso con configuraciones optimizadas, es posible que encuentres... Problemas de impresión comunesSolucionar estos problemas garantiza que su impresora 3D Sovol ofrezca resultados de alta calidad de forma constante. A continuación, abordaremos algunos problemas frecuentes y sus soluciones.
Resolución de encordamiento y supuración
La formación de hilos y el rezumado se producen cuando el exceso de filamento se filtra durante los movimientos que no son de impresión, dejando hebras finas o manchas en el modelo. Estos problemas suelen deberse a ajustes de retracción incorrectos o a una temperatura incorrecta del extrusor.
Para minimizar la formación de hilos, comience ajustando la configuración de retracción de su cortadora. Aumente ligeramente la distancia de retracción, asegurándose de que el filamento se retraiga lo suficiente para evitar fugas. Para las impresoras Sovol, una distancia de retracción de 2 a 4 mm y una velocidad de 20 a 45 mm/s funcionan bien con la mayoría de los filamentos. Además, active la función "Limpiar durante la retracción" en Orca Slicer para limpiar la boquilla durante la retracción.
Los ajustes de temperatura también son cruciales. Reducir la temperatura del extrusor entre 5 y 10 °C puede reducir la viscosidad del filamento, minimizando así la filtración. Sin embargo, evite ajustar la temperatura demasiado baja, ya que esto puede causar una subextrusión.
Consejo: Utilice un modelo de prueba de encordado para evaluar la eficacia de sus ajustes. Esto le permitirá identificar la combinación óptima de retracción y temperatura para su filamento.
Solución de problemas de deformación y adhesión
La deformación y la mala adherencia a la cama son problemas comunes, especialmente al imprimir modelos grandes o usar materiales como el ABS. La deformación se produce cuando los bordes de una impresión se despegan de la cama, lo que produce formas distorsionadas. Los problemas de adhesión impiden que la primera capa se adhiera correctamente, lo que provoca el fallo de la impresión.
Para evitar la deformación, asegúrese de que la base de impresión esté nivelada y limpia. Use un adhesivo de alta calidad, como pegamento en barra o cinta de pintor, para mejorar la adherencia a la base. Para materiales propensos a deformarse, como el ABS, considere usar una base calefactada a 90-110 °C. El PLA suele adherirse bien a 50-60 °C.
Ajustar la altura de la primera capa en Orca Slicer también puede mejorar la adherencia. Una altura de la primera capa ligeramente menor aumenta el área de contacto entre el filamento y la base, mejorando así la adherencia. Además, habilitar un borde o una plataforma en la configuración del cortador proporciona soporte adicional para los bordes del modelo, lo que reduce el riesgo de deformación.
Consejo profesional: Utilice una carcasa para su impresora 3D para mantener una temperatura estable durante la impresión. Esto minimiza las fluctuaciones de temperatura, que son una de las principales causas de deformación.
Abordar los cambios de capa y las inconsistencias de extrusión
Los desplazamientos de capa y las inconsistencias en la extrusión pueden arruinar una impresión que, de otro modo, sería perfecta. Los desplazamientos de capa se producen cuando el cabezal de impresión se desalinea, provocando que las capas se desalineen. Las inconsistencias en la extrusión resultan en superficies irregulares o puntos débiles en el modelo.
Para solucionar los desplazamientos de capa, revise las correas y poleas de su impresora Sovol. Las correas sueltas pueden provocar que el cabezal de impresión se deslice durante el movimiento. Apriete las correas y asegúrese de que las poleas estén bien sujetas. Además, reduzca la velocidad de impresión en Orca Slicer. Una velocidad más baja reduce la probabilidad de movimientos repentinos que pueden provocar desalineación.
Las inconsistencias en la extrusión suelen deberse a boquillas obstruidas o a fluctuaciones en el flujo del filamento. Limpie la boquilla regularmente para eliminar cualquier obstrucción. Utilice un báscula Para medir el peso del filamento antes y después de una impresión de prueba. Esto ayuda a controlar la consistencia de la extrusión.Para una inspección detallada, utilice una lupa óptica para analizar las transiciones de capas y la calidad de la superficie.
| Método | Objetivo | Cómo utilizar | Comprobaciones de calibración recomendadas |
|---|---|---|---|
| Báscula de pesaje | Mide el peso del filamento antes y después de una impresión de prueba para controlar la consistencia. | Pese el filamento antes y después de imprimir para comprobar la velocidad de extrusión. | Útil para analizar discrepancias entre los pesos de impresión esperados y los reales. |
| Lupa óptica/microscopio | Analiza las líneas de capas y la calidad de la superficie a nivel microscópico. | Úselo para inspeccionar detalles de transiciones de capas y textura de la superficie. | Ideal para la inspección de cerca de impresiones con detalles finos y suavidad de superficies. |
Nota: El mantenimiento regular de su impresora 3D, incluida la lubricación de las piezas móviles, garantiza un funcionamiento suave y reduce el riesgo de cambios de capa y problemas de extrusión.
Al abordar estos problemas comunes, puede mejorar la fiabilidad y la calidad de su impresora 3D Sovol. Solucionar los problemas puede llevar tiempo, pero los resultados valen la pena.
Gestión de los desafíos del sobrecalentamiento y la refrigeración
Los problemas de sobrecalentamiento y enfriamiento pueden afectar significativamente la calidad de sus impresiones 3D. Estos problemas suelen provocar defectos como manchas, hilos o capas deformadas. Comprender cómo gestionar estos problemas garantiza que su impresora 3D Sovol produzca resultados consistentes y de alta calidad.
Identificación de los síntomas de sobrecalentamiento
El sobrecalentamiento suele manifestarse como defectos visibles en las impresiones. Los síntomas más comunes incluyen:
- Manchas o protuberancias:El exceso de filamento se acumula en la superficie debido al enfriamiento lento.
- Encordado:Finos filamentos se extienden entre las partes del modelo.
- Deformación de capas:Las capas deformadas o caídas se producen cuando el filamento permanece demasiado caliente durante demasiado tiempo.
Si nota estos problemas, es posible que sea necesario ajustar el sistema de enfriamiento o la configuración de temperatura de su impresora.
Optimización de la configuración de refrigeración en OrcaSlicer
El enfriamiento es crucial para solidificar cada capa de la impresión. En OrcaSlicer, puede ajustar la velocidad del ventilador para adaptarla al tipo de filamento y la complejidad del modelo. Para PLA, configure la velocidad del ventilador al 100 % para un enfriamiento rápido. El PETG y el ABS requieren velocidades más bajas, generalmente del 30 al 50 %, para mantener una adhesión adecuada.
Consejo: Utilice una prueba de torre de enfriamiento para evaluar la eficacia de las diferentes velocidades del ventilador. Esta prueba le ayudará a identificar la configuración de enfriamiento óptima para su filamento.
Ajuste de la temperatura de impresión
La temperatura del extrusor afecta directamente el flujo y la adhesión del filamento. Las altas temperaturas pueden causar sobrecalentamiento, mientras que las bajas temperaturas pueden provocar una subextrusión. Para PLA, comience con un rango de temperatura de 190-210 °C. El PETG y el ABS requieren rangos más altos, como 230-250 °C y 240-260 °C, respectivamente. Ajuste la temperatura en pequeños incrementos (p. ej., 5 °C) para encontrar la configuración ideal.
Aprovechamiento de Z-Hop en OrcaSlicer
El salto Z de OrcaSlicer ayuda a controlar el sobrecalentamiento al reducir el contacto de la boquilla con la superficie de impresión. Esta función eleva la boquilla durante los desplazamientos, evitando la acumulación de calor en zonas delicadas. Ajuste la altura del salto Z entre 0,2 y 0,4 mm para obtener resultados óptimos.
Por qué es importante:Z-hop minimiza el riesgo de defectos relacionados con el calor, como manchas o cambios de capa, al reducir el contacto directo entre la boquilla y el modelo.
Prevención del sobrecalentamiento con ajustes de retracción
Una configuración de retracción incorrecta puede agravar los problemas de sobrecalentamiento. El exceso de filamento en la boquilla puede rezumar, causando manchas o hilos. Ajuste la distancia y la velocidad de retracción en OrcaSlicer para evitar esto. Para las impresoras Sovol, una distancia de retracción de 2-4 mm y una velocidad de 20-45 mm/s funcionan bien con la mayoría de los filamentos.
Mantenimiento del sistema de refrigeración de su impresora
El mantenimiento regular garantiza el correcto funcionamiento del sistema de refrigeración de su impresora. Limpie el ventilador y las rejillas de ventilación para eliminar el polvo y los residuos. Compruebe si hay conexiones sueltas o componentes desgastados. Un sistema de refrigeración bien mantenido previene el sobrecalentamiento y prolonga la vida útil de su impresora 3D.
Pruebas e iteraciones
Cada filamento y modelo presenta desafíos únicos. Realice pruebas de calibración, como torres de temperatura y de enfriamiento, para ajustar la configuración. Las pruebas iterativas le ayudan a obtener los mejores resultados para su proyecto específico.
Al gestionar eficazmente los problemas de sobrecalentamiento y enfriamiento, puede mejorar la calidad de sus impresiones y reducir los defectos comunes. OrcaSlicer le proporciona las herramientas necesarias para optimizar estos ajustes, garantizando así el máximo rendimiento de su impresora 3D Sovol.
Consejos avanzados para usuarios de Orca Slicer
Personalización del código G de inicio y fin
Personalizar el código G de inicio y final en Orca Slicer le permite Optimice el comportamiento de su impresora 3D Antes y después de cada impresión. Los comandos de inicio del código G preparan la impresora para la tarea, garantizando el correcto calentamiento de la boquilla, la nivelación de la cama y la preparación del filamento. Los comandos de fin del código G finalizan el proceso retrayendo el filamento, enfriando la boquilla y moviendo el cabezal de impresión a una posición segura.
Para personalizar estos códigos, acceda a la configuración de la impresora en Orca Slicer. Agregue comandos adaptados a sus necesidades. Por ejemplo, incluya un comando de limpieza de boquillas en el código G inicial para evitar que los residuos de filamento afecten la primera capa. En el código G final, agregue un comando de apagado del ventilador para ahorrar energía una vez finalizada la impresión.
Consejo: Utilice un modelo de calibración para probar su código G personalizado. Esto garantiza que los comandos se ejecuten correctamente y mejora el proceso de impresión general.
Uso de alturas de capa adaptables para modelos complejos
Las alturas de capa adaptables de Orca Slicer mejoran la calidad de los modelos complejos al variar el grosor de la capa según la geometría. Se aplican capas más delgadas a las áreas con detalles intrincados, mientras que las más gruesas se utilizan para las secciones más simples. Este enfoque reduce el tiempo de impresión sin comprometer la precisión.
Habilite las alturas de capa adaptables en la configuración del cortador. Establezca una altura de capa mínima para detalles finos y una altura de capa máxima para una impresión más rápida. Por ejemplo, utilice 0,1 mm para secciones detalladas y 0,3 mm para áreas más voluminosas. Este ajuste garantiza que su impresora 3D produzca modelos con características nítidas y transiciones suaves.
Por qué es importanteLas alturas de capa adaptables equilibran la velocidad y la calidad, lo que las hace ideales para modelos con distintos niveles de complejidad.
Aprovechamiento de los perfiles de OrcaSlicer para los tipos de filamentos
Los perfiles de OrcaSlicer simplifican la optimización de la configuración para diferentes tipos de filamento. Estos perfiles incluyen parámetros preconfigurados, como temperatura, retracción y refrigeración, adaptados a materiales específicos. Usar el perfil adecuado garantiza un rendimiento eficiente de la impresora 3D y la producción de impresiones de alta calidad.
Para PLA, seleccione un perfil con una temperatura de extrusión de 190-210 °C y una velocidad del ventilador del 100 %. Los perfiles de PETG suelen presentar temperaturas más altas (230-250 °C) y velocidades de enfriamiento más bajas (30-50 %).Los perfiles ABS priorizan la adhesión con configuraciones de lecho calentado de 90-110 °C. Realice pruebas como torres de temperatura, pruebas de retracción y evaluaciones de voladizo para refinar aún más estos perfiles.
- Beneficios clave:
- Las torres de temperatura identifican la mejor temperatura de la boquilla para la adhesión y la calidad de la superficie.
- Las pruebas de retracción minimizan la formación de hilos durante los movimientos que no son de impresión.
- Las pruebas de voladizo y de puenteo garantizan bordes limpios y evitan que se hundan.
Consejo profesionalGuarde perfiles personalizados para cada tipo de filamento. Esto agiliza futuros proyectos y garantiza resultados consistentes en diferentes materiales.
Experimentando con patrones de relleno avanzados
Experimentar con patrones de relleno avanzados en Orca Slicer puede mejorar significativamente la resistencia, el peso y la eficiencia del material de sus impresiones 3D. Estos patrones determinan la estructura interna de su modelo, lo que influye directamente en su durabilidad y rendimiento. Al seleccionar el tipo y la densidad de relleno adecuados, puede optimizar el rendimiento de su impresora 3D tanto para fines funcionales como estéticos.
Los patrones de relleno avanzados, como Adaptive Cubic, ofrecen ventajas únicas. Este patrón refina la estructura interna dividiéndola en celdas más pequeñas y precisas. Aumenta la integridad y la tenacidad del modelo, a la vez que estabiliza el flujo de extrusión. Para proyectos que requieren alta resistencia, Adaptive Cubic es una excelente opción. Además, optimiza la densidad, garantizando un equilibrio entre el uso del material y la estabilidad estructural.
| Tipo de relleno | Descripción | Beneficios |
|---|---|---|
| Cúbico adaptativo | Refina las celdas de un octree que contiene triángulos de objetos. | Aumenta la integridad y la tenacidad del modelo, estabiliza el flujo de extrusión y optimiza la densidad. |
| Configuración de densidad | La mejor configuración de densidad es 10-20%. | Equilibra la resistencia, la confiabilidad de la impresión, el tiempo de impresión y el consumo de material. |
Al ajustar la densidad del relleno, busque un valor del 10-20 %. Este rango proporciona suficiente resistencia para la mayoría de los modelos, a la vez que minimiza el consumo de material y el tiempo de impresión. Es posible que se requieran densidades más altas para piezas que soportan carga, pero aumentan el peso y prolongan la duración de la impresión. Utilice la función de vista previa del cortador para visualizar cómo se verá el relleno dentro de su modelo antes de imprimirlo.
Experimentando con patrones de relleno avanzados y ajustes de densidad, puede adaptar sus impresiones a sus necesidades específicas. Ya sea que cree piezas decorativas o componentes funcionales, estos ajustes garantizan que su impresora 3D ofrezca resultados óptimos.
Masterización Configuración de la impresora Sovol Trabajar con OrcaSlicer requiere atención al detalle y ganas de experimentar. Ajustes clave como el salto Z, la retracción y la temperatura son cruciales para mejorar la calidad de impresión. Estos ajustes garantizan superficies más lisas, detalles más nítidos y menos errores.
Para lograr resultados óptimos, debes adoptar un enfoque iterativo:
- Pruebe pequeños modelos de calibración, como torres de temperatura o pruebas de retracción, para ajustar parámetros específicos.
- Realice un ajuste a la vez para aislar su impacto en la calidad de impresión.
- Utilice puntos de referencia, como pruebas de voladizo, para identificar áreas de mejora.
La paciencia y la perseverancia son esenciales. Cada ajuste te acerca a producir impresiones de calidad profesional. Con tiempo y práctica, descubrirás todo el potencial de tu impresora Sovol.
Preguntas frecuentes
¿Cuál es la mejor manera de comenzar a optimizar la configuración de OrcaSlicer?
Comience con pruebas de calibración, como torres de temperatura o pruebas de retracción. Estas le ayudarán a identificar la configuración ideal para su filamento e impresora. Ajuste un parámetro a la vez, como la altura de capa o la velocidad de impresión, para observar su impacto en la calidad de impresión.
¿Cómo puedo evitar la deformación en impresiones grandes?
Utilice una cama caliente y asegúrese de que esté nivelada. Aplique adhesivos como pegamento en barra o cinta de pintor para una mejor adherencia. Para materiales como el ABS, considere usar una carcasa para mantener una temperatura estable y reducir el riesgo de deformación.
¿Por qué mi impresión se traba a pesar de ajustar la configuración de retracción?
Se pueden formar hilos debido a las altas temperaturas del extrusor. Reduzca la temperatura poco a poco (p. ej., 5 °C) para reducir la viscosidad del filamento. Además, active la función "Limpiar durante la retracción" en OrcaSlicer para limpiar la boquilla durante los movimientos de retracción.
¿Puedo utilizar la misma configuración para todos los tipos de filamento?
No, cada tipo de filamento requiere una configuración específica. Por ejemplo, el PLA funciona mejor a 190-210 °C con alta refrigeración, mientras que el PETG necesita 230-250 °C y velocidades de ventilador más bajas. Utilice los perfiles de OrcaSlicer para guardar la configuración optimizada para diferentes materiales.
¿Cómo sé si mi configuración de Z-hop es correcta?
Pruebe el salto Z con un modelo de calibración. Si la boquilla evita colisiones y la superficie de impresión permanece lisa, la configuración es correcta. Comience con una altura de 0,2-0,4 mm y ajústela según el rendimiento de su impresora y la complejidad del modelo.


{kind=link}
Deja un comentario
Todos los comentarios se moderan antes de ser publicado.
Este sitio está protegido por hCaptcha y se aplican la Política de privacidad de hCaptcha y los Términos del servicio.