








Gløding i 3D-utskrift gjør PLA- og PETG-utskrifter sterkere. Den varmer opp materialet til visse temperaturer for å endre strukturen. Dette hjelper utskrifter å motstå varme bedre og bli mindre sprø. Store selskaper bruker ofte gløding, men hobbyister kan ignorere det. Ved å bruke denne metoden kan du få deler til å håndtere mer stress og varme. Dette gjør dem ypperlige for tøff eller langvarig bruk.
Viktige takeaways
- Gløding gjør PLA- og PETG-trykk sterkere og varmebestandige.
- Bruk full utfylling og rene utskrifter først for bedre oppvarming.
- Følg riktig temperatur og tid: Varm opp PLA til 60-70°C i 30-60 minutter, og PETG til 95-115°C i 45-90 minutter.
- Anneal deler som trenger styrke eller varmebestandighet; hopp over dekorative for å beholde detaljene.
- Følg prosessen nøye for å unngå bøyning og få gode resultater.
Hva er gløding i 3D-utskrift?
Hva betyr gløding?
Annealing er en måte å varme opp 3D-utskrifter for å gjøre dem sterkere. Den varmer opp materialet til en viss temperatur, og avkjøler det deretter sakte. Dette hjelper til med å fikse stress inne i trykket og gjør at lagene fester seg bedre. Det reduserer også problemer som sprekker eller ujevn kjøling.
I 3D-utskrift brukes gløding til å:
- Gjør deler sterkere for tøffe jobber.
- Hjelp deler med å håndtere høy varme uten å gå i stykker.
- Slutt å vri seg og krympe, så deler holder seg i riktig størrelse.
| Fordel | Hva den gjør |
|---|---|
| Gjør deler sterkere | Løser stress på innsiden, og gjør deler tøffere for vanskelige oppgaver. |
| Håndter høy varme | Forbedrer varmebestandighet, bra for varme miljøer. |
| Hold formen stabil | Slutter å vri seg og krympe, og holder delene i riktig størrelse. |
| Øk ytelsen | Flott for sterke, varmebestandige deler med karbonfiber. |
Hvordan gløding fungerer: varme og molekyler
Utglødning fungerer ved å varme opp materialet til dets molekyler kan bevege seg friere. Dette skjer ved en spesiell temperatur som kalles glassovergangstemperaturen. Materialet smelter ikke, men blir lettere å justere.
Ved gløding slapper materialets struktur av og blir mer stabil. Avkjøling sakte bidrar til å redusere stress inne og gjør den sterkere. Denne prosessen løser også problemer forårsaket av rask avkjøling under utskrift. Det skaper bedre lagbindinger og gjør at utskriften er mindre sannsynlig å bryte.
Hvorfor gløding hjelper PLA og PETG
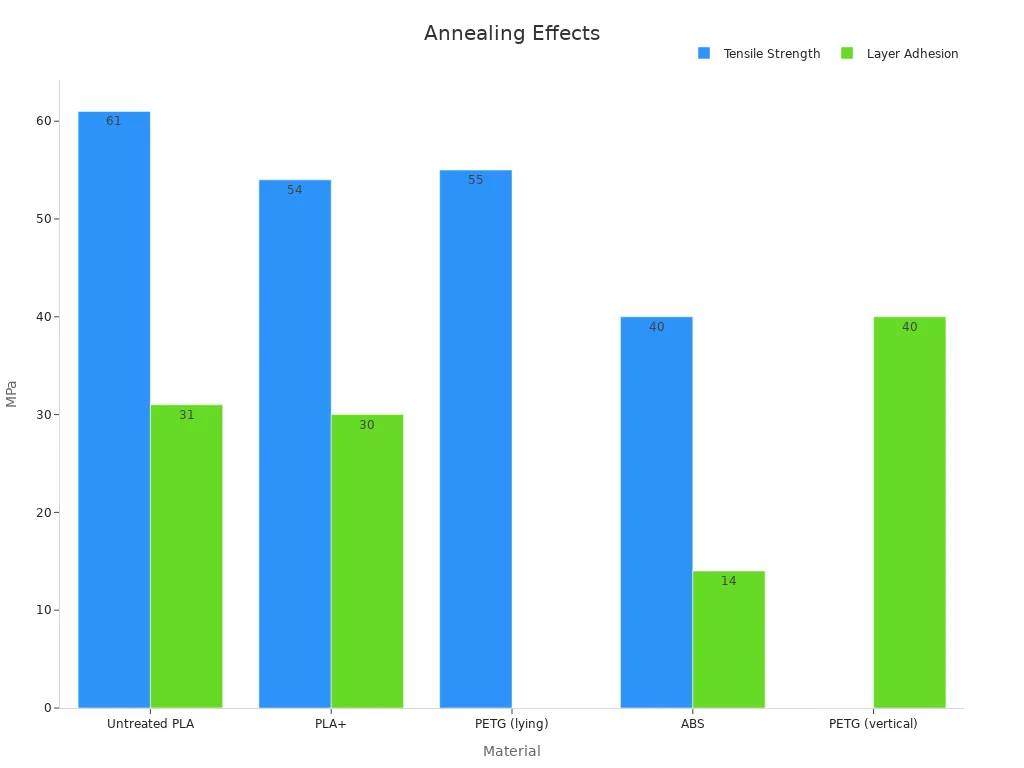
Gløding gjør PLA og PETG skriver ut mye bedre. For PLA gjør det materialet sterkere og tåler varme. Vanlig PLA har en styrke på 61 MPa, men glødet PLA kan være enda sterkere. PETG blir tøffere og holder formen bedre.
| Materiale | Styrke (MPa) | Lagbindingsstyrke (MPa) |
|---|---|---|
| Vanlig PLA | 61 | 31 |
| PETG (flat) | 55 | N/A |
| PETG (oppreist) | N/A | 40 |
Disse endringene gjør gløding flott for deler som trenger å håndtere stress eller varme.Enten du lager testbiter eller sluttprodukter, hjelper gløding at utskriftene dine varer lenger og fungerer bedre.
Hvordan gløde PLA og PETG: Trinn-for-trinn-veiledning

Gjør utskriften klar for gløding
Først må du sørge for at 3D-utskriften er klar. Bruk 100 % utfylling for sterkere deler under gløding. Et linjemønster fungerer best for å redusere stress inne. Rengjør utskriften ved å fjerne kanter, støtter eller grove kanter. Dette bidrar til å spre varmen jevnt og unngå svake punkter.
Kjenn filamentets egenskaper før du starter. Finn glass overgangstemperatur for PLA eller PETG. PLA trenger vanligvis 60-70°C, mens PETG trenger høyere, rundt 95-115°C. Tenk på hvordan gløding vil endre styrke og varmebestandighet. Dette hjelper deg å vite hvordan utskriften vil fungere etter gløding.
Gløding med elektrisk stekeovn
En elektrisk ovn er et flott verktøy for gløding. Forvarm den til riktig temperatur—65–70°C for PLA eller 95–115°C for PETG. La ovnen nå den innstilte temperaturen før du setter trykket inn. Bruk et termometer for å sjekke at temperaturen er riktig.
Legg utskriften på et flatt, varmesikkert brett. For PLA, glød i 30 minutter per 1/4-tommers tykkelse. PETG kan trenge opptil en time. Etter gløding slår du av ovnen og lar den avkjøles sakte. Ikke åpne døren under avkjøling. Dette forhindrer sprekker eller vridninger.
Andre metoder: Oppvarmet sand- og vannbad
Ingen ovn? Prøv oppvarmede sand- eller vannbad i stedet. Oppvarmet sand støtter utskriften godt og slutter å bøye seg. Legg trykket i en beholder med sand, forvarm ovnen til 95-115°C, og glød i omtrent en time. Denne metoden varmer og avkjøler utskriften jevnt.
Vannbad er et annet alternativ, men kan føre til mer vridning. Senk utskriften i varmt vann ved riktig temperatur i noen minutter. Følg nøye med for å unngå ujevn oppvarming. Sandgløding gir minst krymping, ca. 2,04 %, mens vannbad kan endre trykket mer.
| Metode | Deformasjon (%) | Styrkeøkning | Notater |
|---|---|---|---|
| Sandgløding | Tilsvarende økning | Minst bøying, best for å holde formen. | |
| Vannglødning | N/A | Tilsvarende økning | Kan forårsake mer vridning. |
| Glyserolglødning | N/A | Liten økning | Slutter ikke å bøye eller vri seg. |
Tupp: Bruk alltid hansker og vernebriller når du arbeider med varme materialer. Hold området ventilert og overvåk prosessen nøye for best resultat.
Anbefalte temperaturer og tider for PLA og PETG
Å få riktig varme og tid er veldig viktig. PLA og PETG trenger spesifikke innstillinger for å fungere best mulig. Feil innstillinger kan ødelegge eller deformere utskriften.
Til PLA, varm den mellom 60°C og 70°C. Dette myker materialet uten å smelte det. Ha den i ovnen i 30 til 60 minutter. Tykkere utskrifter kan trenge mer tid, så sjekk nøye. Pass alltid på at varmen holder seg jevn.
PETG trenger mer varme, mellom 95°C og 115°C. Den håndterer varme bedre og bøyer seg ikke like lett. Glød den i 45 til 90 minutter, avhengig av hvor tykk den er. Lengre tid bidrar til å gjøre den sterkere og mer stabil.
Her er en enkel tabell for gløding:
| Materiale | Temperaturområde (°C) | Tid (minutter) |
|---|---|---|
| PLA | 60-70 | 30-60 |
| PETG | 95-115 | 45-90 |
Tupp: Bruk et separat ovnstermometer for å sjekke varmen. Innebygde kan være feil og forårsake ujevn oppvarming.
Gløding gjør 3D-utskriftene dine sterkere og varmebestandige. Følg disse tipsene for å få bedre utskrifter som varer lengre.
Hvordan forskjellige filamenter reagerer på gløding
PLA: Sterkere og håndterer varme bedre
Gløding gjør PLA sterkere og bedre til å håndtere varme. Vanlig PLA mykner ved 60°C, men glødet PLA kan ta mer varme. Dette er flott for deler som brukes på varme steder.
Men utglødning av PLA har noen problemer. Den kan krympe eller deformeres hvis varmen endres for mye. Bruk en jevn varmekilde, som en elektrisk ovn, for å unngå dette. Gjør utskriftene litt større før gløding for å fikse problemer med krymping.
PETG: Tøff og holder formen
PETG reagerer annerledes enn PLA når det glødes. Den er allerede tøff og fleksibel, men gløding gjør den enda bedre. Den holder også formen godt under varme eller stress. Dette gjør PETG perfekt for sterke deler brukt ute eller under trykk.
PETG krymper ikke så mye som PLA under gløding. Men den trenger høyere varme, rundt 95°C til 115°C. Følg nøye med for å unngå overoppheting, noe som kan ødelegge utskriften.
Spesialfilamenter: Workday PLA og Pro PLA
Noen filamenter, som Workday PLA og Pro PLA, er laget for å være sterkere. Gløding gjør dem enda bedre for tøffe jobber.
Workday PLA har tilsetningsstoffer som gjør den mindre sprø. Pro PLA fokuserer på å håndtere varme bedre. Begge typene krymper og deformeres mindre enn vanlig PLA, så de er enklere å bruke.
| Nøkkelpunkter | Detaljer |
|---|---|
| Hvorfor gløding er viktig | Det hjelper filamenter til å vokse seg sterkere og vare lenger. |
| Hvordan det fungerer | Gløding fikser strukturen, og gjør delene tøffere. |
| Flere filamentender betyr bedre vekst og styrke. |
Annealing er veldig nyttig for å forbedre 3D-utskrifter, spesielt med avanserte filamenter.
Tips for å redusere vridning og krymping
Justere utskriftsstørrelse for krymping
Gløding kan få utskriftene til å krympe eller deformeres, spesielt PLA og PETG. For å fikse dette, gjør designene dine litt større før du skriver ut. Dette hjelper den endelige størrelsen til å matche det du ønsker etter gløding.
Ulike materialer krymper forskjellig. Halvkrystallinske polymerer som PEEK krymper mer (1,5 %) enn amorfe (0,5 %). Deres tettheter er også forskjellige - semi-krystallinsk er 1,30 g/cm³, mens amorf er 1,26 g/cm³. Dette viser store volumendringer.
Tupp: Bruk designverktøy for å skalere modeller med 2–3 % for PLA. Dette hjelper med forventet svinn.
Ser på utglødningsprosessen
Hold øye med utskriften under gløding for å unngå problemer.Bruk a kontrollert varmekilde for å holde temperaturen jevn. Dette er veldig viktig for PLA, som mykner ved lavere varme.
Sjekk temperaturen med et separat termometer. Innebygde er kanskje ikke nøyaktige og kan forårsake ujevn oppvarming. Ikke overopphetes, da det kan ødelegge utskriften din ved å smelte eller skille lag.
- Følg nøye med for å stoppe overoppheting, som kan smelte utskrifter.
- Bruk jevn varme for å unngå vridning eller bøyning.
Tupp: Still inn en timer og sjekk uten å åpne ovnsdøren. Plutselige varmeendringer kan sprekke eller deformere utskriften.
Velge de riktige delene for gløding
Ikke alle utskrifter trenger gløding. Velg deler som må være sterke, varmebestandige eller stabile i størrelse. Funksjonelle elementer som gir eller braketter er gode valg.
Gløding gjør deler sterkere, reduserer stress og holder formen bedre. Det forbedrer også varmebestandigheten, slik at deler varer lenger.
- Gløding gjør deler tøffere og reduserer stress.
- Det hjelper deler med å holde seg i riktig størrelse og motstå varme.
- Funksjonelle utskrifter som tannhjul eller braketter drar mest nytte av.
Tupp: Ikke glød dekorative eller detaljerte deler. Krymping kan ødelegge fine design. Fokuser på deler som trenger styrke og holdbarhet.
Fordeler og begrensninger ved gløding PLA og PETG
Bedre styrke og varmebestandighet
Gløding gjør PLA og PETG sterkere og bedre med varme. Oppvarming endrer materialets molekyler, og gjør dem mer stabile. Dette reduserer stress på innsiden og hjelper lagene å holde sammen. Studier viser gløding forbedrer styrken ved å fikse svake punkter. Det gjør også materialet vanskeligere å bøye og mer holdbart.
PLA blir mye bedre til å håndtere varme etter gløding. Vanlig PLA mykner ved 60°C, men glødet PLA holder seg fast ved høyere temperaturer. PETG, allerede tøft, blir enda sterkere og motstår støt bedre. Disse endringene gjør begge materialene ypperlige for deler som møter varme eller stress.
Problemer: Vridning, krymping og utseende
Gløding kan forårsake problemer som vridning og krymping. PLA krymper ofte ujevnt når den avkjøles, noe som kan ødelegge størrelsen. PETG krymper mindre, men kan fortsatt bøye seg hvis varmen ikke er jevn. Studier viser at PLA krymper mindre enn ABS, men ujevn krymping er fortsatt et problem.
Gløding kan også endre hvordan utskrifter ser ut. Deler kan miste sin glatte finish eller bli grumsete. Dette er greit for sterke deler, men dårlig for dekorative. For å unngå dette, bruk jevne oppvarmings- og avkjølingsmetoder.
Beste bruksområder for gløding
Gløding fungerer best for deler som trenger styrke eller varmebestandighet. Tannhjul, braketter og kofferter er gode eksempler. Forskning viser glødende nylon gjør den sterkere og mer stabil. Men ikke alle deler takler gløding godt. PLA med fine detaljer kan krympe for mye, og PETG med tynne vegger kan bøye seg under varme.
Velg deler som vil møte stress eller høy varme for gløding. Hopp over dekorative eller detaljerte utskrifter, da de kan miste formen eller utseendet.
Gløding i 3D-utskrift gjør PLA- og PETG-utskrifter sterkere. Det hjelper dem også å håndtere varme bedre og vare lenger. Denne prosessen reduserer sprøhet, og gjør delene tøffere for daglig bruk. Problemer som vridning eller krymping kan skje, men du kan unngå dem. Forbered utskriftene dine godt og følg prosessen nøye for å fikse disse problemene. Å prøve utglødning kan hjelpe deg med å lage bedre 3D-deler. Den er flott for gjenstander som trenger å håndtere stress eller høy varme.
FAQ
Hvordan kan du stoppe vridning under gløding?
Bruk en jevn varmekilde, som en elektrisk ovn.Plasser trykket på en flat, jevn overflate. Unngå raske temperaturendringer for å holde den stabil. La utskriften avkjøles sakte etter oppvarming for å unngå vridning. Sandgløding er også nyttig for jevn varme og støtte.
Tupp: Følg prosessen nøye for å få de beste resultatene.
Kan alle PLA- og PETG-filamenter glødes?
Ikke alle filamenter fungerer bra med gløding. Vanlig PLA og PETG er de enkleste å gløde. Spesielle filamenter som Pro PLA eller Workday PLA fungerer enda bedre. Sjekk alltid filamentmakerens instruksjoner før gløding.
Hvor mye får utglødning krympetrykk?
PLA krymper rundt 2-3 %, mens PETG krymper mindre, rundt 1-2 %. Den nøyaktige krympingen avhenger av filamentet og metoden som brukes. Gjør modellen litt større før du skriver ut for å justere for dette.
| Polymer type | Krymping (%) | Tetthet (g/cm³) | Volumendring (%) |
|---|---|---|---|
| Amorf polymer | 0,5 | 1,26 | N/A |
| Halvkrystallinsk PEEK | 1.5 | 1.30 | >3 |
| Materiale | Krymping (%) |
|---|---|
| PLA | 2-3 % |
| PETG | 1–2 % |
Bør dekorative trykk glødes?
Nei, dekorative trykk trenger ikke gløding. Prosessen kan krympe eller deformere dem, og ødelegge små detaljer. Gløding er bedre for sterke, varmebestandige deler som trenger holdbarhet.
Kan du gløde utskrifter i mikrobølgeovn?
Ikke bruk mikrobølgeovn til gløding. Mikrobølger varmer ujevnt og kan ødelegge utskriften din. Bruk tryggere metoder som en elektrisk ovn, oppvarmet sand eller vannbad i stedet.
Note: Vær trygg! Bruk riktig verktøy og følg instruksjonene når du gløder.



{kind=link}
Legg igjen en kommentar
Alle kommentarer blir moderert før de blir publisert.
This site is protected by hCaptcha and the hCaptcha Privacy Policy and Terms of Service apply.