








Glödgning i 3D-utskrift gör PLA- och PETG-utskrifter starkare. Det värmer materialet till vissa temperaturer för att ändra dess struktur. Detta hjälper utskrifter att stå emot värme bättre och bli mindre spröda. Stora företag använder ofta glödgning, men hobbyister kan ignorera det. Med denna metod kan du få delar att hantera mer stress och värme. Detta gör dem utmärkta för tuff eller långvarig användning.
Viktiga takeaways
- Glödgning gör PLA- och PETG-utskrifter starkare och värmebeständiga.
- Använd full infill och rena utskrifter först för bättre uppvärmning.
- Följ rätt temperatur och tid: värm PLA till 60-70°C i 30-60 minuter och PETG till 95-115°C i 45-90 minuter.
- Glödga delar som behöver styrka eller värmebeständighet; hoppa över dekorativa för att behålla detaljer.
- Titta noga på processen för att undvika böjning och få bra resultat.
Vad är glödgning i 3D-utskrift?
Vad betyder glödgning?
Glödgning är ett sätt att värma 3D-utskrifter för att göra dem starkare. Det värmer materialet till en viss temperatur och kyler det sedan långsamt. Detta hjälper till att fixa stress inuti trycket och gör att lagren fäster bättre. Det minskar också problem som sprickor eller ojämn kylning.
I 3D-utskrift används glödgning för att:
- Gör delar starkare för tuffa jobb.
- Hjälp delar att hantera hög värme utan att gå sönder.
- Sluta skeva och krympa, så delar håller sig i rätt storlek.
| Förmån | Vad den gör |
|---|---|
| Gör delar starkare | Fixar stress inuti, vilket gör delarna hårdare för svåra uppgifter. |
| Hantera hög värme | Förbättrar värmebeständigheten, bra för varma miljöer. |
| Håll formen stabil | Slutar skeva och krympa och håller delar i rätt storlek. |
| Öka prestanda | Perfekt för starka, värmetåliga delar med kolfiber. |
Hur glödgning fungerar: värme och molekyler
Glödgning fungerar genom att materialet värms upp tills dess molekyler kan röra sig mer fritt. Detta sker vid en speciell temperatur som kallas glasövergångstemperaturen. Materialet smälter inte utan blir lättare att justera.
Vid glödgning slappnar materialets struktur av och blir mer stabil. Att kyla det långsamt hjälper till att minska stressen inuti och gör det starkare. Denna process åtgärdar även problem som orsakas av snabb kylning under utskrift. Det skapar bättre lagerbindningar och gör att utskriften är mindre benägen att gå sönder.
Varför glödgning hjälper PLA och PETG
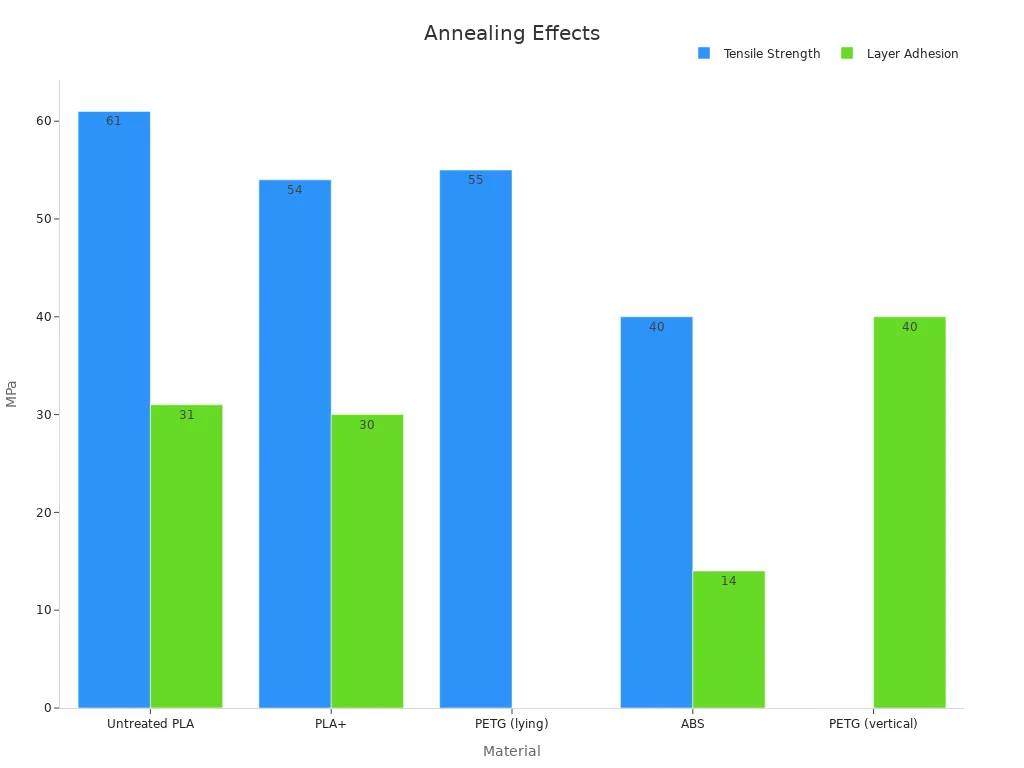
Glödgning gör PLA och PETG skriver ut mycket bättre. För PLA gör det materialet starkare och kan hantera värme. Vanlig PLA har en styrka på 61 MPa, men glödgat PLA kan vara ännu starkare. PETG blir tuffare och håller formen bättre.
| Material | Styrka (MPa) | Layer Bond Strength (MPa) |
|---|---|---|
| Vanlig PLA | 61 | 31 |
| PETG (platt) | 55 | N/A |
| PETG (stående) | N/A | 40 |
Dessa förändringar gör glödgning utmärkt för delar som behöver hantera stress eller värme.Oavsett om du gör provbitar eller slutprodukter, hjälper glödgning att dina utskrifter håller längre och fungerar bättre.
Hur man härdar PLA och PETG: Steg-för-steg-guide

Förbered ditt tryck för glödgning
Se först till att din 3D-utskrift är klar. Använda 100% fyllning för starkare delar under glödgning. Ett linjemönster fungerar bäst för att minska stressen inuti. Rengör utskriften genom att ta bort brätter, stöd eller grova kanter. Detta hjälper till att sprida värmen jämnt och undviker svaga punkter.
Känn till din filaments egenskaper innan du börjar. Hitta glasövergångstemperatur för PLA eller PETG. PLA behöver vanligtvis 60-70°C, medan PETG behöver högre, runt 95-115°C. Tänk på hur glödgning kommer att förändra styrka och värmebeständighet. Detta hjälper dig att veta hur ditt tryck kommer att prestera efter glödgning.
Glödgning med en elektrisk ugn
En elektrisk ugn är ett utmärkt verktyg för glödgning. Förvärm den till rätt temperatur—65-70°C för PLA eller 95-115°C för PETG. Låt ugnen nå den inställda temperaturen innan du placerar ditt tryck inuti. Använd en termometer för att kontrollera att temperaturen är korrekt.
Lägg utskriften på en platt, värmesäker bricka. För PLA, glödga i 30 minuter per 1/4-tums tjocklek. PETG kan behöva upp till en timme. Efter glödgning, stäng av ugnen och låt den svalna långsamt. Öppna inte dörren under kylning. Detta förhindrar sprickor eller skevhet.
Andra metoder: Uppvärmt sand- och vattenbad
Ingen ugn? Prova uppvärmda sand- eller vattenbad istället. Uppvärmd sand stöder trycket väl och slutar böjas. Lägg trycket i en behållare med sand, förvärm ugnen till 95-115°C och glödga i ungefär en timme. Denna metod värmer och kyler utskriften jämnt.
Vattenbad är ett annat alternativ men kan orsaka mer skevhet. Doppa trycket i varmt vatten vid rätt temperatur i några minuter. Titta noga för att undvika ojämn uppvärmning. Sandglödgning ger minst krympning, cirka 2,04 %, medan vattenbad kan förändra trycket mer.
| Metod | Deformation (%) | Styrka Öka | Anteckningar |
|---|---|---|---|
| Sandglödgning | Liknande ökning | Minst böjning, bäst för att hålla formen. | |
| Vattenglödgning | N/A | Liknande ökning | Kan orsaka mer skevhet. |
| Glycerolglödgning | N/A | Liten ökning | Slutar inte böjas eller skeva. |
Dricks: Bär alltid handskar och skyddsglasögon när du arbetar med heta material. Håll området ventilerat och titta noga på processen för bästa resultat.
Rekommenderade temperaturer och tider för PLA och PETG
Att få rätt värme och tid är mycket viktigt. PLA och PETG behöver specifika inställningar för att fungera bäst. Felaktiga inställningar kan förstöra eller förvränga ditt tryck.
För PLA, värm den emellan 60°C och 70°C. Detta mjukar upp materialet utan att smälta det. Håll den i ugnen i 30 till 60 minuter. Tjockare utskrifter kan behöva mer tid, så kontrollera noga. Se alltid till att värmen håller sig jämn.
PETG behöver mer värme, mellan 95°C och 115°C. Den hanterar värme bättre och böjer sig inte lika lätt. Glödga den i 45 till 90 minuter, beroende på hur tjock den är. Längre tider hjälper till att göra den starkare och mer stabil.
Här är en enkel tabell för glödgning:
| Material | Temperaturområde (°C) | Tid (minuter) |
|---|---|---|
| PLA | 60-70 | 30-60 |
| PETG | 95-115 | 45-90 |
Dricks: Använd en separat ugnstermometer för att kontrollera värmen. Inbyggda kan vara fel och orsaka ojämn uppvärmning.
Glödgning gör dina 3D-utskrifter starkare och värmebeständiga. Följ dessa tips för att få bättre utskrifter som håller längre.
Hur olika filament reagerar på glödgning
PLA: Starkare och hanterar värme bättre
Glödgning gör PLA starkare och bättre på att hantera värme. Vanlig PLA mjuknar vid 60°C, men glödgat PLA kan ta mer värme. Detta är bra för delar som används på varma platser.
Men att glödga PLA har vissa problem. Det kan krympa eller skeva om värmen ändras för mycket. Använd en stadig värmekälla, som en elektrisk ugn, för att undvika detta. Gör dina utskrifter lite större före glödgning för att åtgärda krympproblem.
PETG: Tuff och håller formen
PETG reagerar annorlunda än PLA vid glödgning. Den är redan tuff och flexibel, men glödgning gör den ännu bättre. Den håller också formen väl under värme eller stress. Detta gör PETG perfekt för starka delar som används utomhus eller under tryck.
PETG krymper inte lika mycket som PLA under glödgning. Men den behöver högre värme, runt 95°C till 115°C. Titta noga för att undvika överhettning, vilket kan förstöra utskriften.
Specialfilament: Workday PLA och Pro PLA
Vissa filament, som Workday PLA och Pro PLA, är gjorda för att vara starkare. Glödgning gör dem ännu bättre för tuffa jobb.
Workday PLA har tillsatser som gör den mindre spröd. Pro PLA fokuserar på att hantera värme bättre. Båda typerna krymper och deformeras mindre än vanlig PLA, så de är lättare att använda.
| Nyckelpunkter | Detaljer |
|---|---|
| Varför glödgning betyder något | Det hjälper filament att växa sig starkare och hålla längre. |
| Hur det fungerar | Glödgning fixar strukturen, gör delar segare. |
| Fler filamentändar betyder bättre tillväxt och styrka. |
Glödgning är mycket användbart för att förbättra 3D-utskrifter, särskilt med avancerade filament.
Tips för att minska skevhet och krympning
Justera utskriftsstorleken för krympning
Glödgning kan få utskrifter att krympa eller skeva, speciellt PLA och PETG. För att fixa detta, gör dina mönster lite större innan du skriver ut. Detta hjälper den slutliga storleken att matcha vad du vill ha efter glödgning.
Olika material krymper olika. Halvkristallina polymerer som PEEK krymper mer (1,5 %) än amorfa (0,5%). Deras densiteter skiljer sig också åt - semikristallin är 1,30 g/cm³, medan amorf är 1,26 g/cm³. Detta visar stora volymförändringar.
Dricks: Använd designverktyg för att skala modeller med 2-3 % för PLA. Detta hjälper till med förväntad krympning.
Titta på glödgningsprocessen
Håll ett öga på ditt tryck under glödgningen för att undvika problem.Använd a kontrollerad värmekälla för att hålla temperaturen stabil. Detta är mycket viktigt för PLA, som mjuknar vid lägre värme.
Kontrollera temperaturen med en separat termometer. Inbyggda kanske inte är korrekta och kan orsaka ojämn uppvärmning. Överhett inte, eftersom det kan förstöra ditt tryck genom att smälta eller separera lager.
- Se noga för att stoppa överhettning, vilket kan smälta utskrifter.
- Använd stadig värme för att undvika att böjas eller böjas.
Dricks: Ställ in en timer och kontrollera utan att öppna ugnsluckan. Plötsliga värmeförändringar kan spricka eller skeva ditt tryck.
Att välja rätt delar för glödgning
Alla utskrifter behöver inte glödga. Välj delar som måste vara starka, värmebeständiga eller stabila i storlek. Funktionella föremål som växlar eller fästen är bra val.
Glödgning gör delar starkare, minskar stress och håller formen bättre. Det förbättrar också värmebeständigheten, vilket gör att delar håller längre.
- Glödgning gör delar segare och minskar stress.
- Det hjälper delar att hålla sig i rätt storlek och motstå värme.
- Funktionella utskrifter som kugghjul eller konsoler gynnar mest.
Dricks: Glödga inte dekorativa eller detaljerade delar. Krympning kan förstöra fina mönster. Fokusera på delar som behöver styrka och hållbarhet.
Fördelar och begränsningar med glödgning PLA och PETG
Bättre styrka och värmebeständighet
Glödgning gör PLA och PETG starkare och bättre med värme. Uppvärmning förändrar materialets molekyler, vilket gör dem mer stabila. Detta minskar stressen inuti och hjälper lager att hålla ihop. Det visar studier glödgning förbättrar styrkan genom att fixa svaga punkter. Det gör också materialet svårare att böja och mer hållbart.
PLA blir mycket bättre på att hantera värme efter glödgning. Vanlig PLA mjuknar vid 60°C, men glödgat PLA förblir fast vid högre temperaturer. PETG, redan tufft, blir ännu starkare och motstår slag bättre. Dessa förändringar gör båda materialen bra för delar som utsätts för värme eller stress.
Problem: Vridning, krympning och utseende
Glödgning kan orsaka problem som skevhet och krympning. PLA krymper ofta ojämnt när det svalnar, vilket kan förstöra dess storlek. PETG krymper mindre men kan fortfarande böjas om värmen inte är jämn. Studier visar att PLA krymper mindre än ABS, men ojämn krympning är fortfarande ett problem.
Glödgning kan också förändra hur utskrifter ser ut. Delar kan förlora sin släta finish eller bli grumliga. Detta är bra för starka delar men dåligt för dekorativa. För att undvika detta, använd stadiga uppvärmnings- och kylmetoder.
Bästa användningsområden för glödgning
Glödgning fungerar bäst för delar som behöver styrka eller värmebeständighet. Kugghjul, fästen och fodral är bra exempel. Forskning visar glödgningsnylon gör den starkare och mer stabil. Men alla delar klarar inte glödgningen bra. PLA med fina detaljer kan krympa för mycket och PETG med tunna väggar kan böjas under värme.
Välj delar som kommer att utsättas för stress eller hög värme för glödgning. Hoppa över dekorativa eller detaljerade utskrifter, eftersom de kan förlora sin form eller utseende.
Glödgning i 3D-utskrift gör PLA- och PETG-utskrifter starkare. Det hjälper dem också att hantera värme bättre och hålla längre. Denna process minskar sprödheten, vilket gör delarna hårdare för dagligt bruk. Problem som skevning eller krympning kan inträffa, men du kan undvika dem. Förbered dina utskrifter väl och titta noga på processen för att åtgärda dessa problem. Att försöka glödga kan hjälpa dig att göra bättre 3D-delar. Det är bra för föremål som behöver hantera stress eller hög värme.
FAQ
Hur kan du stoppa skevning under glödgning?
Använd en stadig värmekälla, som en elektrisk ugn.Placera ditt tryck på en plan, jämn yta. Undvik snabba temperaturväxlingar för att hålla den stabil. Låt utskriften svalna långsamt efter uppvärmning för att förhindra skevhet. Sandglödgning är också till hjälp för jämn värme och stöd.
Dricks: Titta noga på processen för att få bästa resultat.
Kan alla PLA- och PETG-filament glödgas?
Inte alla filament fungerar bra med glödgning. Vanliga PLA och PETG är de enklaste att glödga. Specialfilament som Pro PLA eller Workday PLA fungerar ännu bättre. Kontrollera alltid glödtrådstillverkarens instruktioner före glödgning.
Hur mycket krymper glödgningen utskrifter?
PLA krymper cirka 2-3%, medan PETG krymper mindre, cirka 1-2%. Den exakta krympningen beror på filamentet och den metod som används. Gör din modell något större innan du skriver ut för att justera för detta.
| Polymer typ | Krympning (%) | Densitet (g/cm³) | Volymförändring (%) |
|---|---|---|---|
| Amorf polymer | 0,5 | 1,26 | N/A |
| Halvkristallin PEEK | 1.5 | 1.30 | >3 |
| Material | Krympning (%) |
|---|---|
| PLA | 2-3 % |
| PETG | 1-2 % |
Ska dekorativa tryck glödgas?
Nej, dekorativa tryck behöver inte glödga. Processen kan krympa eller förvränga dem och förstöra små detaljer. Glödgning är bättre för starka, värmebeständiga delar som behöver hållbarhet.
Kan du glödga utskrifter i en mikrovågsugn?
Använd inte mikrovågsugn för glödgning. Mikrovågor värmer ojämnt och kan förstöra ditt tryck. Använd säkrare metoder som en elektrisk ugn, uppvärmd sand eller vattenbad istället.
Notera: Var säker! Använd rätt verktyg och följ instruktionerna vid glödgning.



{kind=link}
Lämna en kommentar
Alla kommentarer modereras innan de publiceras.
Denna webbplats är skyddad av hCaptcha och hCaptchas integritetspolicy . Användarvillkor gäller.