







Durch die Anpassung der OrcaSlicer-Einstellungen entfesseln Sie das volle Potenzial Ihres Sovol-Druckers. Sorgfältige Anpassungen können die Druckqualität deutlich verbessern, glattere Oberflächen liefern und häufige Fehler reduzieren. Durch die Feinabstimmung dieser Parameter erzielen Sie konsistente Ergebnisse, die Ihre 3D-Druckprojekte aufwerten. Ob Sie filigrane Details oder makellose Oberflächen anstreben – optimierte Einstellungen machen den Unterschied. Mit dem richtigen Ansatz verwandeln Sie Ihren Drucker in ein Werkzeug, das professionelle Ergebnisse liefert.
Die wichtigsten Erkenntnisse
- Passen Sie Schichthöhe und Druckgeschwindigkeit an, um Details und Zeit zu optimieren. Beginnen Sie mit Tests, um die optimalen Einstellungen für Ihre Drucke zu finden.
- Ändern Sie die Rückzugseinstellungen, um Fadenziehen und Auslaufen zu reduzieren. Verwenden Sie ein Testmodell, um zu prüfen, wie sich Änderungen auf die Druckqualität auswirken.
- Aktivieren Sie Z-Hop, um Düsenabstürze während der Bewegung zu verhindern. Dies ist wichtig für detaillierte Designs und sorgt für ein gutes Druckbild.
- Stellen Sie Temperatur und Kühlung für jeden Filamenttyp ein. Verwenden Sie Tests, um die optimale Extrudertemperatur für starke Drucke zu ermitteln.
- Probieren Sie verschiedene Füllmuster und -dichten aus, um die Festigkeit zu erhöhen und Material zu sparen. Wählen Sie die richtige Mischung basierend auf den Anforderungen Ihres Modells.
Schlüsseleinstellungen in OrcaSlicer

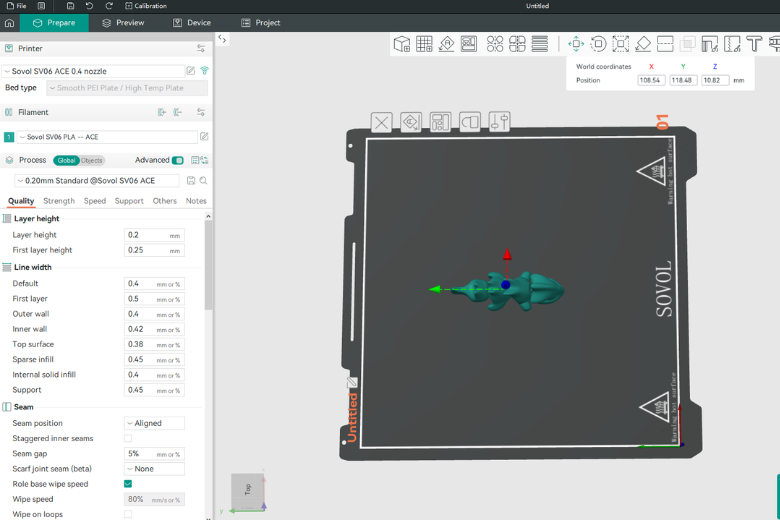
Die Feinabstimmung der Einstellungen in OrcaSlicer kann Ihr 3D-Druckerlebnis deutlich verbessern. Durch das Verstehen und Anpassen wichtiger Parameter wie Schichthöhe, Rückzug und Z-Hop erzielen Sie optimale Druckqualität und reduzieren häufige Probleme. Im Folgenden werden diese wichtigen Einstellungen im Detail erläutert.
Schichthöhe und Druckgeschwindigkeit
Schichthöhe und Druckgeschwindigkeit sind zwei der wichtigsten Faktoren für die Qualität Ihrer Drucke. Die Schichthöhe bestimmt die Dicke jeder gedruckten Schicht und wirkt sich direkt auf die Oberflächenglätte und Detailauflösung aus. Eine geringere Schichthöhe, z. B. 0,1 mm, erzeugt feinere Details, verlängert aber die Druckzeit. Umgekehrt beschleunigt eine höhere Schichthöhe, z. B. 0,2 mm, den Prozess, geht aber auf Kosten einiger Details.
Die Druckgeschwindigkeit hingegen bestimmt, wie schnell sich der Drucker beim Extrudieren des Filaments bewegt. Langsamere Geschwindigkeiten, typischerweise etwa 40–60 mm/s, ermöglichen eine bessere Haftung und Präzision, insbesondere bei komplexen Modellen. Höhere Geschwindigkeiten, beispielsweise 80–100 mm/s, eignen sich für einfachere Designs, können aber die Genauigkeit beeinträchtigen.
Tipp: Beginnen Sie mit einem Kalibrierungstest, um das optimale Gleichgewicht zwischen Schichthöhe und Druckgeschwindigkeit für Ihr Projekt zu finden. Passen Sie diese Einstellungen schrittweise an, um die Auswirkungen auf Ihre Drucke zu beobachten.
Rückzugseinstellungen in Orca Slicer
Rückzugseinstellungen spielen eine entscheidende Rolle bei der Minimierung von Fadenbildung und Auslaufen bei Nicht-Druckbewegungen. Der Rückzug zieht das Filament zurück in die Düse und verhindert so das Austreten von überschüssigem Material. In OrcaSlicer können Sie Rückzugsdistanz und -geschwindigkeit an Ihren Filamenttyp und die Modellkomplexität anpassen.
Für die meisten Sovol-Drucker ist ein Rückzugsweg von 2-7 mm und einer Geschwindigkeit von 20-100 mm/s funktioniert gut. Um Stringing zu minimieren, sollten Sie jedoch einen Abstand von 1–2 mm und eine Geschwindigkeit von 20–45 mm/s anstreben. Diese Werte verringern das Risiko, dass Filament über den Druck gezogen wird, und sorgen für sauberere Ergebnisse.
Profi-Tipp: Verwenden Sie ein Retraktionstestmodell, um diese Einstellungen zu optimieren. Nehmen Sie jeweils eine Anpassung vor, um die Auswirkungen auf Stringing und Nässen zu isolieren.
Z-Hop im Orca Slicer
Z-Hop ist ein wesentliches Feature Im Orca Slicer hebt sich die Düse während der Bewegung an. Dadurch wird verhindert, dass die Düse an bereits gedruckten Schichten kratzt, was zu Oberflächenfehlern oder Beschädigungen empfindlicher Details führen kann.Die Aktivierung von Z-Hop ist besonders bei komplexen Modellen mit scharfen Überhängen oder komplizierten Merkmalen von Vorteil.
Beginnen Sie bei der Konfiguration der Z-Hop-Höhe mit einem kleinen Wert, z. B. 0,2–0,4 mm. Dadurch wird sichergestellt, dass die Düse gerade genug angehoben wird, um Kollisionen zu vermeiden, ohne die Druckzeit unnötig zu verlängern. Durch die Vermeidung von Kratzern und Schmierern verbessert Z-Hop die Gesamtqualität Ihrer Drucke.
- Warum es wichtig ist: Z-Hop reduziert das Risiko von Düsenkollisionen, die zu Schichtverschiebungen oder beschädigten Drucken führen können. Für komplizierte Designs ist diese Einstellung unverzichtbar.
Notiz: Testen Sie die Z-Hop-Einstellungen immer mit einem Kalibrierungsmodell, um sicherzustellen, dass sie mit den Funktionen Ihres Druckers und den spezifischen Anforderungen Ihres Projekts übereinstimmen.
Temperatur- und Kühlungsanpassungen
Temperatur und Kühlung Die Einstellungen spielen eine entscheidende Rolle für hochwertige Drucke mit Ihrem Sovol 3D-Drucker. Die richtige Temperaturkalibrierung sorgt für einen optimalen Filamentfluss, während eine effektive Kühlung die Schichten korrekt verfestigt und so Verformungen oder Verformungen verhindert.
Extrudertemperatur
Die Extrudertemperatur beeinflusst direkt, wie das Filament schmilzt und am Druckbett haftet. Für PLA liegt ein gängiger Ausgangspunkt bei 190–210 °C, während PETG typischerweise 230–250 °C benötigt. Beachten Sie stets die Empfehlungen des Filamentherstellers, scheuen Sie sich jedoch nicht, die Temperatur in kleinen Schritten (z. B. 5 °C) anzupassen, um optimale Ergebnisse zu erzielen. Bei Unterextrusion oder schwacher Schichthaftung kann eine leichte Erhöhung der Temperatur Abhilfe schaffen. Umgekehrt kann bei Fadenbildung oder Austreten die Senkung der Temperatur das Problem beheben.
Lüftergeschwindigkeit
Die Lüfterdrehzahl bestimmt, wie schnell das Filament nach der Extrusion erstarrt. Für PLA ist eine Lüfterdrehzahl von 100 % oft ideal, da sie das Material schnell abkühlt und ein Durchhängen an Überhängen verhindert. PETG hingegen profitiert von niedrigeren Lüfterdrehzahlen (30–50 %), um eine bessere Schichthaftung zu gewährleisten. Modelle mit komplizierten Details oder scharfen Überhängen benötigen möglicherweise eine höhere Kühlung, um ihre Struktur zu erhalten.
Tipp: Verwenden Sie einen Temperaturturmtest, um die optimale Extrudertemperatur für Ihr Filament zu ermitteln. Experimentieren Sie auch mit den Lüftergeschwindigkeitseinstellungen, um das Gleichgewicht zwischen Haftung und Kühlung zu finden.
Überhitzung vermeiden
Überhitzung kann zu Problemen wie Blobs, Stringing oder sogar Schichtverschiebungen führen. Um dies zu verhindern, stellen Sie sicher, dass Ihr Kühlsystem ordnungsgemäß funktioniert. Bei größeren Drucken sollten Sie eine Kühlverzögerung zwischen den Schichten aktivieren, um ausreichend Zeit zum Aushärten zu haben.
Durch die Beherrschung der Temperatur- und Kühlungsanpassungen können Sie die Qualität Ihrer Drucke erheblich verbessern und häufige Probleme beim 3D-Druck reduzieren.
Füllmuster und Dichte
Füllmuster und Dichteeinstellungen beeinflussen die Festigkeit, das Gewicht und den Materialverbrauch Ihrer 3D-Drucke. Die Wahl der richtigen Kombination stellt sicher, dass Ihr Modell die funktionalen und ästhetischen Anforderungen erfüllt.
Füllmuster
Orca Slicer bietet eine Vielzahl von Füllmustern, wie z. B. Gitter, Waben und Gyroid. Jedes Muster hat einzigartige Eigenschaften. Zum Beispiel:
- Netz: Bietet ein Gleichgewicht zwischen Stärke und Druckgeschwindigkeit und ist daher für Allzweckmodelle geeignet.
- Bienenwabe: Bietet ein hervorragendes Verhältnis von Festigkeit zu Gewicht, ideal für Strukturteile.
- Gyroid: Verteilt die Belastung gleichmäßig und eignet sich daher perfekt für flexible oder tragende Konstruktionen.
Die Wahl des richtigen Musters hängt vom Verwendungszweck Ihres Modells ab. Für dekorative Drucke eignen sich einfachere Muster wie Linien oder Gitter gut. Bei Funktionsteilen sorgen Waben- oder Gyroid-Muster für Langlebigkeit.
Fülldichte
Die Fülldichte bestimmt, wie viel Material das Innere Ihres Modells ausfüllt. Eine geringere Dichte (10–20 %) reduziert den Materialverbrauch und die Druckzeit und eignet sich daher ideal für leichte oder ästhetische Modelle. Höhere Dichten (50–100 %) erhöhen die Festigkeit und Haltbarkeit und eignen sich für mechanische Teile oder tragende Komponenten.
- Die Forschung unterstreicht den Einfluss der Fülldichte auf die mechanische Leistung. Forés-Garriga et al. haben gezeigt, dass die Füllkonfiguration die Festigkeit und das Gewicht 3D-gedruckter Teile direkt beeinflusst. Die Finite-Elemente-Analyse (FEA) unterstreicht zusätzlich die Bedeutung der Optimierung der Fülldichte für die strukturelle Integrität und Materialeffizienz.
Profi-Tipp: Nutzen Sie die Slicer-Vorschau, um zu visualisieren, wie unterschiedliche Füllmuster und Dichten in Ihrem Modell aussehen. So können Sie vor dem Drucken fundierte Entscheidungen treffen.
Indem Sie Füllmuster und -dichte verstehen und anpassen, können Sie Ihre Drucke hinsichtlich Festigkeit, Gewicht und Materialeffizienz optimieren und so sicherstellen, dass sie Ihren spezifischen Anforderungen entsprechen.
Schrittweise Optimierung für Sovol-Drucker
Anpassen der Schichthöhe für die Oberflächenqualität
Die Schichthöhe ist ein entscheidender Faktor für die optimale Oberflächenqualität Ihrer 3D-Drucke. Durch Anpassen dieser Einstellung in OrcaSlicer können Sie den Detailgrad und die Glätte Ihrer Modelle steuern. Dünnere Schichten, z. B. 0,1 mm, erzeugen schärfere Details und glattere Oberflächen und eignen sich daher ideal für komplexe Designs. Allerdings verlängern sie auch die Produktionszeit. Größere Schichten, z. B. 0,2 mm, gewährleisten eine gute Qualität und verkürzen gleichzeitig die Druckzeit erheblich.
| Schichthöhe (Mikrometer) | Oberflächenqualität | Auswirkungen auf die Produktionszeit |
|---|---|---|
| Dünnere Schichten | Schärfere Details, glattere Oberflächen | Längere Produktionszeit |
| Größere Schichten (100) | Erhält die Qualität | Verkürzt die Produktionszeit um bis zu das Dreifache |
Um die optimale Schichthöhe für Ihr Projekt zu ermitteln, führen Sie einen Kalibrierungstest durch. So können Sie Oberflächenqualität und Produktionszeit effektiv in Einklang bringen.
Feinabstimmung des Rückzugs zur Minimierung des Stringings
Stringing entsteht, wenn überschüssiges Filament bei Nicht-Druckbewegungen austritt und dünne Fäden auf Ihrem Modell zurückbleiben. Die Feinabstimmung der Rückzugseinstellungen in Orca Slicer kann Ihnen helfen, dieses Problem zu beheben. Passen Sie zunächst Rückzugsdistanz und -geschwindigkeit an. Beispiel:
- Retraktion auf 1,6 mm mit 0,4 mm Z-Hop einstellen und aktivieren Sie „Wischen beim Einfahren“, um Stringing zu reduzieren.
- Erhöhen Sie den Rückzugswert auf 4 mm für sauberere Ausdrucke.
- Experimentieren Sie mit einem Rückzug von 3 mm. In einigen Fällen konnte dadurch das Stringing vollständig behoben werden.
Verwenden Sie ein Rückzugstestmodell, um die optimalen Einstellungen für Ihr Filament und Ihren Sovol 3D-Drucker zu ermitteln. Dies gewährleistet sauberere Drucke mit weniger Fehlern.
Einstellen von Z-Hop zur Vermeidung von Kollisionen
Z-Hop im Orca Slicer ist eine wertvolle Funktion, die Düsenkollisionen verhindert, indem sie den Druckkopf bei Nichtdruckbewegungen anhebt. Diese Einstellung ist besonders nützlich für Modelle mit filigranen Details oder scharfen Überhängen.
| Testmethode | Beschreibung |
|---|---|
| Z-Hop-Test | Bewertet Z-Hop-Einstellungen, um Kollisionen zu verhindern, Schichtverschiebungen zu reduzieren und Drucke zu schützen. |
Um Z-Hop zu aktivieren, stellen Sie die Z-Hop-Höhe auf 0,2–0,4 mm ein.Dieser kleine Hub verhindert das Ziehen der Düse, ohne die Druckzeit wesentlich zu verlängern. Zusätzlich:
- Aktivieren Sie die Z-Hop-Funktion in Ihren Slicer-Einstellungen.
- Testen Sie die Konfiguration mit einem Kalibrierungsmodell, um reibungslose Bewegungen und kollisionsfreies Drucken sicherzustellen.
Durch die Optimierung von Z-Hop können Sie Ihre Ausdrucke schützen und qualitativ hochwertigere Ergebnisse erzielen.
Optimieren der Druckgeschwindigkeit für Materialtypen
Die Druckgeschwindigkeit ist ein entscheidender Faktor für hochwertige Ergebnisse mit Ihrem 3D-Drucker. Durch Anpassen dieser Einstellung in OrcaSlicer können Sie den Druckvorgang an das verwendete Material anpassen. Verschiedene Materialien reagieren unterschiedlich auf Geschwindigkeitsanpassungen. Daher ist die optimale Balance für Präzision und Haltbarkeit entscheidend.
Für Polymilchsäure (PLA), eine Druckgeschwindigkeit von 50 mm/s liefert oft die besten Ergebnisse. Diese Geschwindigkeit minimiert Maßfehler und verbessert die Detailauflösung. Materialien wie PETG oder ABS, die höhere Extrusionstemperaturen erfordern, können von etwas niedrigeren Geschwindigkeiten, z. B. 40–45 mm/s, profitieren. Niedrigere Geschwindigkeiten ermöglichen eine optimale Haftung des Filaments und verhindern Probleme wie Verzug oder Schichttrennung.
Tipp: Führen Sie beim Materialwechsel immer einen Kalibrierungstest durch. So ermitteln Sie die ideale Druckgeschwindigkeit für Ihr spezifisches Filament und Modell.
Eine Studie zeigt, dass die Druckgeschwindigkeit die Präzision von 3D-gedruckten Objekten maßgeblich beeinflusst. Sie ergab, dass eine Geschwindigkeit von 50 mm/s in Kombination mit entsprechender Schichthöhe und Fülldichte Maßfehler minimiert. Dies verdeutlicht, wie wichtig die Feinabstimmung der Geschwindigkeitseinstellungen für verschiedene Materialien ist, um optimale Ergebnisse zu erzielen.
Berücksichtigen Sie bei der Anpassung der Druckgeschwindigkeit die Komplexität Ihres Modells. Komplexe Designs mit feinen Details erfordern möglicherweise geringere Geschwindigkeiten, um die Genauigkeit zu gewährleisten. Einfachere Modelle können höhere Geschwindigkeiten verarbeiten, wodurch die Druckzeit ohne Qualitätseinbußen reduziert wird. Wenn Sie verstehen, wie sich die Geschwindigkeit auf verschiedene Materialien auswirkt, können Sie die Leistung Ihres Sovol 3D-Druckers verbessern und konsistente, hochwertige Drucke erzielen.
Kalibrieren der Temperatur für verschiedene Filamente
Die Temperaturkalibrierung ist unerlässlich für zuverlässige und hochwertige Drucke mit Ihrem Sovol-Drucker. Jeder Filamenttyp verfügt über einen spezifischen Temperaturbereich, der optimales Schmelzen, Haften und Schichtverbund gewährleistet. Durch die Anpassung der Extrudertemperatur im Orca Slicer können Sie den Druckprozess für verschiedene Materialien optimieren.
PLA, eines der am häufigsten verwendeten Filamente, erfordert typischerweise eine Extrudertemperatur zwischen 190 °C und 210 °C. PETG, bekannt für seine Festigkeit und Flexibilität, erzielt seine beste Leistung bei 230 °C bis 250 °C. ABS, ein langlebiges Material, das häufig für Funktionsteile verwendet wird, erfordert sogar noch höhere Temperaturen zwischen 240 °C und 260 °C. Orientieren Sie sich stets an den Empfehlungen des Filamentherstellers.
Profi-Tipp : Ermitteln Sie mit einem Temperaturturmtest die optimale Temperatur für Ihr Filament. Bei diesem Test drucken Sie ein Modell mit unterschiedlichen Temperaturzonen. So können Sie beobachten, wie sich die jeweilige Einstellung auf die Druckqualität auswirkt.
Auch die Kühlung spielt bei der Temperaturkalibrierung eine wichtige Rolle. PLA profitiert von hohen Lüfterdrehzahlen (ca. 100 %), um die Schichten schnell zu verfestigen und ein Durchhängen zu verhindern. PETG und ABS benötigen hingegen niedrigere Lüfterdrehzahlen, um die Haftung aufrechtzuerhalten und Risse zu vermeiden. Durch die Anpassung dieser Einstellungen in Ihrem Slicer stellen Sie sicher, dass jedes Filament seine optimale Leistung erbringt.
Durch die Kalibrierung der Temperatur- und Kühleinstellungen für jedes Filament können Sie häufige Probleme wie Stringing, Warping und schwache Schichthaftung reduzieren.Dieser Schritt ist entscheidend, um konsistente Ergebnisse zu erzielen und das Potenzial Ihres Sovol 3D-Druckers zu maximieren.
Fehlerbehebung bei OrcaSlicer-Problemen
Auch mit optimierten Einstellungen kann es zu Häufige DruckproblemeDie Behebung dieser Probleme stellt sicher, dass Ihr Sovol 3D-Drucker stets hochwertige Ergebnisse liefert. Im Folgenden gehen wir auf einige häufige Probleme und deren Lösungen ein.
Beheben von Fadenbildung und Nässen
Fädenziehen und Auslaufen treten auf, wenn überschüssiges Filament bei Nicht-Druckbewegungen austritt und dünne Stränge oder Kleckse auf Ihrem Modell hinterlässt. Diese Probleme sind häufig auf falsche Rückzugseinstellungen oder eine falsche Extrudertemperatur zurückzuführen.
Um Stringing zu minimieren, optimieren Sie zunächst die Rückzugseinstellungen Ihres Slicers. Erhöhen Sie den Rückzugsabstand leicht, um sicherzustellen, dass das Filament weit genug zurückgezogen wird, um Leckagen zu vermeiden. Bei Sovol-Druckern eignet sich ein Rückzugsabstand von 2–4 mm und eine Geschwindigkeit von 20–45 mm/s für die meisten Filamente. Aktivieren Sie zusätzlich „Wischen beim Zurückziehen“ im Orca Slicer, um die Düse während des Zurückziehens zu reinigen.
Auch die Temperatureinstellung spielt eine entscheidende Rolle. Eine Senkung der Extrudertemperatur um 5–10 °C kann die Filamentviskosität verringern und so das Auslaufen minimieren. Vermeiden Sie jedoch eine zu niedrige Temperatureinstellung, da dies zu einer Unterextrusion führen kann.
Tipp: Verwenden Sie ein Stringing-Testmodell, um die Wirksamkeit Ihrer Anpassungen zu bewerten. So können Sie die optimale Kombination aus Rückzugs- und Temperatureinstellungen für Ihr Filament ermitteln.
Beheben von Verformungs- und Haftungsproblemen
Verzug und schlechte Druckbetthaftung sind häufige Probleme, insbesondere beim Drucken größerer Modelle oder bei der Verwendung von Materialien wie ABS. Verzug entsteht, wenn sich die Kanten eines Drucks vom Druckbett abheben, was zu verzerrten Formen führt. Haftungsprobleme verhindern, dass die erste Schicht richtig haftet, was zum Fehlschlagen des Drucks führt.
Um Verformungen vorzubeugen, stellen Sie sicher, dass Ihr Druckbett eben und sauber ist. Verwenden Sie einen hochwertigen Klebstoff wie Klebestift oder Malerband, um die Haftung zu verbessern. Für verzugsanfällige Materialien wie ABS empfiehlt sich ein beheiztes Druckbett mit einer Temperatur von 90–110 °C. PLA haftet typischerweise gut bei 50–60 °C.
Das Anpassen der Höhe der ersten Schicht im Orca Slicer kann die Haftung ebenfalls verbessern. Eine etwas geringere Höhe der ersten Schicht vergrößert die Kontaktfläche zwischen Filament und Druckbett und verbessert so die Haftung. Zusätzlich bietet die Aktivierung eines Brims oder Rafts in den Slicer-Einstellungen zusätzlichen Halt für die Kanten Ihres Modells und verringert so das Risiko von Verformungen.
Profi-Tipp: Verwenden Sie ein Gehäuse für Ihren 3D-Drucker, um während des Druckvorgangs eine stabile Temperatur aufrechtzuerhalten. Dadurch werden Temperaturschwankungen minimiert, die eine Hauptursache für Verformungen sind.
Beheben von Schichtverschiebungen und Extrusionsinkonsistenzen
Schichtverschiebungen und Extrusionsinkonsistenzen können einen ansonsten perfekten Druck ruinieren. Schichtverschiebungen entstehen, wenn sich der Druckkopf aus der Ausrichtung bewegt und dadurch die Schichten falsch ausgerichtet werden. Extrusionsinkonsistenzen führen zu unebenen Oberflächen oder Schwachstellen in Ihrem Modell.
Um Schichtverschiebungen zu beheben, überprüfen Sie die Riemen und Riemenscheiben Ihres Sovol-Druckers. Lose Riemen können dazu führen, dass der Druckkopf während der Bewegung verrutscht. Spannen Sie die Riemen und stellen Sie sicher, dass die Riemenscheiben fest sitzen. Reduzieren Sie außerdem die Druckgeschwindigkeit im Orca Slicer. Geringere Geschwindigkeiten verringern die Wahrscheinlichkeit plötzlicher Bewegungen, die zu Fehlausrichtungen führen können.
Extrusionsinkonsistenzen entstehen oft durch verstopfte Düsen oder schwankenden Filamentfluss. Reinigen Sie die Düse regelmäßig, um Verstopfungen zu beseitigen. Verwenden Sie einen Waage Zum Messen des Filamentgewichts vor und nach einem Testdruck. Dies hilft Ihnen, die Extrusionskonsistenz zu überwachen.Zur detaillierten Prüfung verwenden Sie eine optische Lupe, um Schichtübergänge und Oberflächenqualität zu analysieren.
| Verfahren | Zweck | Anwendung | Empfohlene Kalibrierungsprüfungen |
|---|---|---|---|
| Waage | Misst das Filamentgewicht vor und nach einem Testdruck, um die Konsistenz zu überwachen. | Wiegen Sie das Filament vor und nach dem Drucken, um die Extrusionsrate zu überprüfen. | Nützlich zum Analysieren von Abweichungen zwischen erwartetem und tatsächlichem Druckgewicht. |
| Optische Lupe/Mikroskop | Analysiert Schichtlinien und Oberflächenqualität auf mikroskopischer Ebene. | Verwenden Sie es, um Details von Schichtübergängen und Oberflächenstrukturen zu untersuchen. | Ideal für die Nahinspektion feiner Detaildrucke und der Oberflächenglätte. |
Notiz: Regelmäßige Wartung Ihres 3D-Druckers, einschließlich der Schmierung beweglicher Teile, gewährleistet einen reibungslosen Betrieb und verringert das Risiko von Schichtverschiebungen und Extrusionsproblemen.
Durch die Behebung dieser häufigen Probleme können Sie die Zuverlässigkeit und Qualität Ihres Sovol 3D-Druckers verbessern. Die Fehlerbehebung kann zwar zeitaufwändig sein, aber die Ergebnisse lohnen sich.
Bewältigung von Überhitzungs- und Kühlungsproblemen
Überhitzungs- und Kühlungsprobleme können die Qualität Ihrer 3D-Drucke erheblich beeinträchtigen. Diese Probleme führen häufig zu Defekten wie Blobs, Stringing oder deformierten Schichten. Wenn Sie wissen, wie Sie diese Probleme in den Griff bekommen, stellen Sie sicher, dass Ihr Sovol 3D-Drucker konsistente, hochwertige Ergebnisse liefert.
Überhitzungssymptome erkennen
Überhitzung äußert sich typischerweise in sichtbaren Defekten auf Ihren Ausdrucken. Häufige Anzeichen sind:
- Kleckse oder Beulen: Durch langsames Abkühlen sammelt sich überschüssiges Filament auf der Oberfläche.
- Bespannung: Dünne Filamentstränge erstrecken sich zwischen Teilen des Modells.
- Schichtverformung: Verzogene oder durchhängende Schichten entstehen, wenn das Filament zu lange zu heiß bleibt.
Wenn Sie diese Probleme bemerken, müssen möglicherweise das Kühlsystem oder die Temperatureinstellungen Ihres Druckers angepasst werden.
Optimieren der Kühleinstellungen in OrcaSlicer
Die Kühlung spielt eine entscheidende Rolle bei der Verfestigung jeder Druckschicht. In OrcaSlicer können Sie die Lüfterdrehzahl an Filamenttyp und Modellkomplexität anpassen. Stellen Sie bei PLA die Lüfterdrehzahl auf 100 % für eine schnelle Abkühlung ein. PETG und ABS benötigen niedrigere Drehzahlen, typischerweise 30–50 %, um eine gute Haftung zu gewährleisten.
Tipp: Mit einem Kühlturmtest können Sie die Wirksamkeit verschiedener Lüftergeschwindigkeiten bewerten. Dieser Test hilft Ihnen, die optimalen Kühleinstellungen für Ihr Filament zu ermitteln.
Anpassen der Drucktemperatur
Die Extrudertemperatur beeinflusst Filamentfluss und -haftung direkt. Hohe Temperaturen können zu Überhitzung führen, während niedrige Temperaturen zu Unterextrusion führen können. Beginnen Sie bei PLA mit einem Temperaturbereich von 190–210 °C. PETG und ABS erfordern höhere Bereiche, z. B. 230–250 °C bzw. 240–260 °C. Passen Sie die Temperatur in kleinen Schritten (z. B. 5 °C) an, um die ideale Einstellung zu finden.
Nutzung von Z-Hop in OrcaSlicer
Z-Hop in OrcaSlicer kann Überhitzung verhindern, indem es den Kontakt der Düse mit der Druckoberfläche reduziert. Diese Funktion hebt die Düse während der Bewegung an und verhindert so Hitzestaus in empfindlichen Bereichen. Stellen Sie die Z-Hop-Höhe auf 0,2–0,4 mm ein, um optimale Ergebnisse zu erzielen.
Warum es wichtig ist: Z-Hop minimiert das Risiko hitzebedingter Defekte wie Schmierer oder Schichtverschiebungen, indem der direkte Kontakt zwischen Düse und Modell reduziert wird.
Überhitzung durch Rückzugseinstellungen verhindern
Falsche Rückzugseinstellungen können Überhitzungsprobleme verschlimmern. Überschüssiges Filament in der Düse kann austreten und Kleckse oder Fäden bilden. Passen Sie Rückzugsdistanz und -geschwindigkeit in OrcaSlicer an, um dies zu verhindern. Bei Sovol-Druckern sind Rückzugsdistanzen von 2–4 mm und eine Geschwindigkeit von 20–45 mm/s für die meisten Filamente geeignet.
Wartung des Kühlsystems Ihres Druckers
Regelmäßige Wartung stellt sicher, dass das Kühlsystem Ihres Druckers effektiv funktioniert. Reinigen Sie Lüfter und Lüftungsschlitze, um Staub und Schmutz zu entfernen. Überprüfen Sie, ob lose Verbindungen oder verschlissene Komponenten vorhanden sind. Ein gut gewartetes Kühlsystem verhindert Überhitzung und verlängert die Lebensdauer Ihres 3D-Druckers.
Testen und Iterieren
Jedes Filament und jedes Modell stellt einzigartige Herausforderungen dar. Führen Sie Kalibrierungstests, wie z. B. mit Temperatur- und Kühltürmen, durch, um Ihre Einstellungen zu optimieren. Iterative Tests helfen Ihnen, die besten Ergebnisse für Ihr spezifisches Projekt zu erzielen.
Durch effektives Management von Überhitzungs- und Kühlungsproblemen können Sie die Qualität Ihrer Drucke verbessern und häufige Defekte reduzieren. OrcaSlicer bietet Ihnen die notwendigen Tools zur Optimierung dieser Einstellungen und sorgt so für optimale Leistung Ihres Sovol 3D-Druckers.
Erweiterte Tipps für Orca Slicer-Benutzer
Anpassen des Start- und End-G-Codes
Durch Anpassen des Start- und End-G-Codes in Orca Slicer können Sie Optimieren Sie das Verhalten Ihres 3D-Druckers Vor und nach jedem Druckvorgang. Start-G-Code-Befehle bereiten den Drucker auf die Aufgabe vor und sorgen für die ordnungsgemäße Düsenheizung, Bettnivellierung und Filamentvorbereitung. End-G-Code-Befehle schließen den Vorgang ab, indem sie das Filament zurückziehen, die Düse abkühlen und den Druckkopf in eine sichere Position bringen.
Um diese Codes anzupassen, navigieren Sie zu den Druckereinstellungen in Orca Slicer. Fügen Sie Befehle hinzu, die auf Ihre spezifischen Bedürfnisse zugeschnitten sind. Fügen Sie beispielsweise einen Düsenwischbefehl in den Start-G-Code ein, um zu verhindern, dass Filamentrückstände die erste Schicht beeinträchtigen. Fügen Sie im End-G-Code einen Befehl zum Abschalten des Lüfters hinzu, um nach Abschluss des Drucks Energie zu sparen.
Tipp: Verwenden Sie ein Kalibrierungsmodell, um Ihren benutzerdefinierten G-Code zu testen. Dadurch wird sichergestellt, dass die Befehle korrekt ausgeführt werden und der gesamte Druckvorgang verbessert wird.
Verwenden adaptiver Schichthöhen für komplexe Modelle
Adaptive Schichthöhen in Orca Slicer verbessern die Qualität komplexer Modelle durch die Anpassung der Schichtdicke an die Geometrie. Dünnere Schichten werden auf Bereiche mit komplexen Details aufgetragen, dickere Schichten für einfachere Abschnitte. Dieser Ansatz reduziert die Druckzeit ohne Kompromisse bei der Präzision.
Aktivieren Sie adaptive Schichthöhen in den Slicer-Einstellungen. Legen Sie eine minimale Schichthöhe für feine Details und eine maximale Schichthöhe für schnelleres Drucken fest. Verwenden Sie beispielsweise 0,1 mm für detaillierte Abschnitte und 0,3 mm für größere Bereiche. Diese Einstellung stellt sicher, dass Ihr 3D-Drucker Modelle mit scharfen Konturen und fließenden Übergängen erzeugt.
Warum es wichtig ist: Adaptive Schichthöhen gleichen Geschwindigkeit und Qualität aus und sind daher ideal für Modelle mit unterschiedlichen Komplexitätsgraden.
Nutzung von OrcaSlicer-Profilen für Filamenttypen
OrcaSlicer-Profile vereinfachen die Optimierung der Einstellungen für verschiedene Filamenttypen. Diese Profile enthalten vorkonfigurierte Parameter wie Temperatur, Rückzug und Kühlung, die auf bestimmte Materialien zugeschnitten sind. Die Verwendung des richtigen Profils gewährleistet die Effizienz Ihres 3D-Druckers und die Erstellung hochwertiger Drucke.
Wählen Sie für PLA ein Profil mit einer Extrudertemperatur von 190–210 °C und einer Lüftergeschwindigkeit von 100 %. PETG-Profile zeichnen sich typischerweise durch höhere Temperaturen (230–250 °C) und reduzierte Abkühlgeschwindigkeiten (30–50 %) aus.ABS-Profile priorisieren die Haftung mit Heizbetteinstellungen von 90-110°C. Führen Sie Tests durch wie Temperaturtürme, Rückzugstests und Überhangbewertungen, um diese Profile weiter zu verfeinern.
- Hauptvorteile:
- Temperaturtürme ermitteln die beste Düsentemperatur für Haftung und Oberflächenqualität.
- Rückzugstests minimieren die Fadenbildung bei Bewegungen, die nicht zum Drucken gedacht sind.
- Überhang- und Brückenprüfungen sorgen für saubere Kanten und verhindern ein Durchhängen.
Profi-Tipp: Speichern Sie benutzerdefinierte Profile für jeden Filamenttyp. Dies vereinfacht zukünftige Projekte und gewährleistet konsistente Ergebnisse bei verschiedenen Materialien.
Experimentieren mit erweiterten Füllmustern
Das Experimentieren mit erweiterten Füllmustern in Orca Slicer kann die Festigkeit, das Gewicht und die Materialeffizienz Ihrer 3D-Drucke deutlich verbessern. Diese Muster bestimmen die innere Struktur Ihres Modells und beeinflussen dessen Haltbarkeit und Leistung direkt. Durch die Wahl des richtigen Fülltyps und der richtigen Dichte können Sie die Ergebnisse Ihres 3D-Druckers sowohl funktional als auch ästhetisch optimieren.
Fortschrittliche Füllmuster wie Adaptive Cubic bieten einzigartige Vorteile. Dieses Muster verfeinert die innere Struktur durch die Aufteilung in kleinere, präzisere Zellen. Es erhöht die Integrität und Belastbarkeit des Modells und stabilisiert gleichzeitig den Extrusionsfluss. Für Projekte, die hohe Festigkeit erfordern, ist Adaptive Cubic eine ausgezeichnete Wahl. Darüber hinaus optimiert es die Dichte und sorgt für ein Gleichgewicht zwischen Materialeinsatz und struktureller Stabilität.
| Fülltyp | Beschreibung | Vorteile |
|---|---|---|
| Adaptive Kubik | Verfeinert Zellen eines Octrees, der Objektdreiecke enthält. | Erhöht die Modellintegrität und -zähigkeit, stabilisiert den Extrusionsfluss und optimiert die Dichte. |
| Dichteeinstellungen | Die beste Dichteeinstellung ist 10-20%. | Gleicht Stärke, Druckzuverlässigkeit, Druckzeit und Materialverbrauch aus. |
Achten Sie bei der Anpassung der Fülldichte auf 10–20 %. Dieser Bereich bietet ausreichend Festigkeit für die meisten Modelle und minimiert gleichzeitig Materialverbrauch und Druckzeit. Höhere Dichten können für tragende Teile erforderlich sein, erhöhen jedoch das Gewicht und verlängern die Druckdauer. Nutzen Sie die Vorschaufunktion des Slicers, um vor dem Drucken zu visualisieren, wie die Füllung in Ihrem Modell aussehen wird.
Durch Experimentieren mit erweiterten Füllmustern und Dichteeinstellungen können Sie Ihre Drucke an spezifische Anforderungen anpassen. Egal, ob Sie dekorative Teile oder funktionale Komponenten herstellen – diese Anpassungen sorgen dafür, dass Ihr 3D-Drucker optimale Ergebnisse liefert.
Mastering Sovol-Druckereinstellungen Mit OrcaSlicer erfordert die Arbeit mit Details und Experimentierfreude. Wichtige Anpassungen wie Z-Hop, Rückzug und Temperatur spielen eine entscheidende Rolle bei der Verbesserung der Druckqualität. Diese Einstellungen sorgen für glattere Oberflächen, sauberere Details und weniger Fehler.
Um optimale Ergebnisse zu erzielen, sollten Sie einen iterativen Ansatz verfolgen:
- Testen kleiner Kalibrierungsmodelle, wie Temperaturtürme oder Rückzugstests, um bestimmte Parameter zu optimieren.
- Nehmen Sie jeweils nur eine Anpassung vor, um die Auswirkungen auf die Druckqualität einzugrenzen.
- Verwenden Sie Benchmarks, beispielsweise Überhangtests, um Bereiche mit Verbesserungspotenzial zu identifizieren.
Geduld und Ausdauer sind unerlässlich. Jede Anpassung bringt Sie der Erstellung professioneller Ausdrucke näher. Mit der Zeit und etwas Übung schöpfen Sie das volle Potenzial Ihres Sovol-Druckers aus.
Häufig gestellte Fragen
Wie kann ich am besten mit der Optimierung der OrcaSlicer-Einstellungen beginnen?
Beginnen Sie mit Kalibrierungstests wie Temperaturtürmen oder Rückzugstests. Diese helfen Ihnen, die idealen Einstellungen für Ihr Filament und Ihren Drucker zu ermitteln. Passen Sie jeweils einen Parameter an, z. B. Schichthöhe oder Druckgeschwindigkeit, um die Auswirkungen auf die Druckqualität zu beobachten.
Wie verhindere ich ein Verziehen großer Ausdrucke?
Verwenden Sie ein beheiztes Druckbett und stellen Sie sicher, dass es eben ist. Verwenden Sie Klebstoffe wie Klebestifte oder Malerband für eine bessere Haftung. Bei Materialien wie ABS empfiehlt sich die Verwendung einer Ummantelung, um die Temperatur stabil zu halten und Verformungsrisiken zu reduzieren.
Warum bildet mein Druck trotz Anpassung der Rückzugseinstellungen Fäden?
Aufgrund hoher Extrudertemperaturen kann es zu Fadenbildung kommen. Senken Sie die Temperatur schrittweise (z. B. um 5 °C), um die Filamentviskosität zu verringern. Aktivieren Sie außerdem die Funktion „Wischen beim Einfahren“ in OrcaSlicer, um die Düse während des Einfahrens zu reinigen.
Kann ich für alle Filamenttypen die gleichen Einstellungen verwenden?
Nein, jeder Filamenttyp erfordert spezifische Einstellungen. Beispielsweise funktioniert PLA am besten bei 190–210 °C und hoher Kühlung, während PETG 230–250 °C und niedrigere Lüftergeschwindigkeiten benötigt. Verwenden Sie OrcaSlicer-Profile, um optimierte Einstellungen für verschiedene Materialien zu speichern.
Woher weiß ich, ob meine Z-Hop-Einstellungen korrekt sind?
Testen Sie Z-Hop mit einem Kalibrierungsmodell. Wenn die Düse Kollisionen vermeidet und die Druckoberfläche glatt bleibt, sind die Einstellungen korrekt. Beginnen Sie mit einer Höhe von 0,2–0,4 mm und passen Sie diese je nach Leistung Ihres Druckers und Modellkomplexität an.




{kind=link}
Hinterlasse einen Kommentar
Alle Kommentare werden vor der Veröffentlichung moderiert.
Diese Website ist durch hCaptcha geschützt und es gelten die allgemeinen Geschäftsbedingungen und Datenschutzbestimmungen von hCaptcha.