








Le recuit en impression 3D renforce les impressions en PLA et PETG. Il chauffe le matériau à certaines températures pour modifier sa structure. Cela permet aux impressions de mieux résister à la chaleur et de devenir moins cassantes. Les grandes entreprises ont souvent recours au recuit, mais les amateurs peuvent l'ignorer. Cette méthode permet de fabriquer des pièces plus résistantes aux contraintes et à la chaleur, ce qui les rend idéales pour les utilisations intensives ou à long terme.
Points clés à retenir
- Le recuit rend les impressions PLA et PETG plus solides et résistantes à la chaleur.
- Utilisez d'abord un remplissage complet et des impressions propres pour un meilleur chauffage.
- Respectez la température et le temps appropriés : chauffez le PLA à 60-70°C pendant 30-60 minutes et le PETG à 95-115°C pendant 45-90 minutes.
- Recuire les pièces nécessitant de la solidité ou une résistance à la chaleur ; ignorer les pièces décoratives pour conserver les détails.
- Observez attentivement le processus pour éviter de vous pencher et obtenir de bons résultats.
Qu'est-ce que le recuit dans l'impression 3D ?
Que signifie recuit ?
Le recuit est un moyen de chauffer les impressions 3D pour les rendre plus résistantes. Il chauffe le matériau à une certaine température, puis le refroidit lentement. Cela permet de stabiliser les contraintes à l'intérieur de l'impression et d'améliorer l'adhérence des couches. Il réduit également les problèmes tels que les fissures ou le refroidissement irrégulier.
En impression 3D, le recuit est utilisé pour :
- Fabriquez des pièces plus résistantes pour les travaux difficiles.
- Aide les pièces à supporter une chaleur élevée sans se casser.
- Arrêtez la déformation et le rétrécissement, afin que les pièces restent à la bonne taille.
| Avantage | Ce qu'il fait |
|---|---|
| Rendre les pièces plus solides | Corrige les contraintes à l'intérieur, rendant les pièces plus résistantes pour les tâches difficiles. |
| Gérer la chaleur élevée | Améliore la résistance à la chaleur, idéal pour les environnements chauds. |
| Maintenir la forme stable | Empêche la déformation et le rétrécissement, gardant les pièces à la bonne taille. |
| Améliorer les performances | Idéal pour les pièces solides et résistantes à la chaleur avec fibre de carbone. |
Comment fonctionne le recuit : chaleur et molécules
Le recuit consiste à chauffer le matériau jusqu'à ce que ses molécules puissent se déplacer plus librement. Cela se produit à une température spécifique appelée température de transition vitreuse. Le matériau ne fond pas, mais devient plus facile à ajuster.
Lors du recuit, la structure du matériau se détend et devient plus stable. Un refroidissement lent permet de réduire les contraintes internes et de renforcer la résistance. Ce procédé corrige également les problèmes liés au refroidissement rapide lors de l'impression. Il améliore l'adhérence des couches et réduit les risques de rupture de l'impression.
Pourquoi le recuit aide le PLA et le PETG
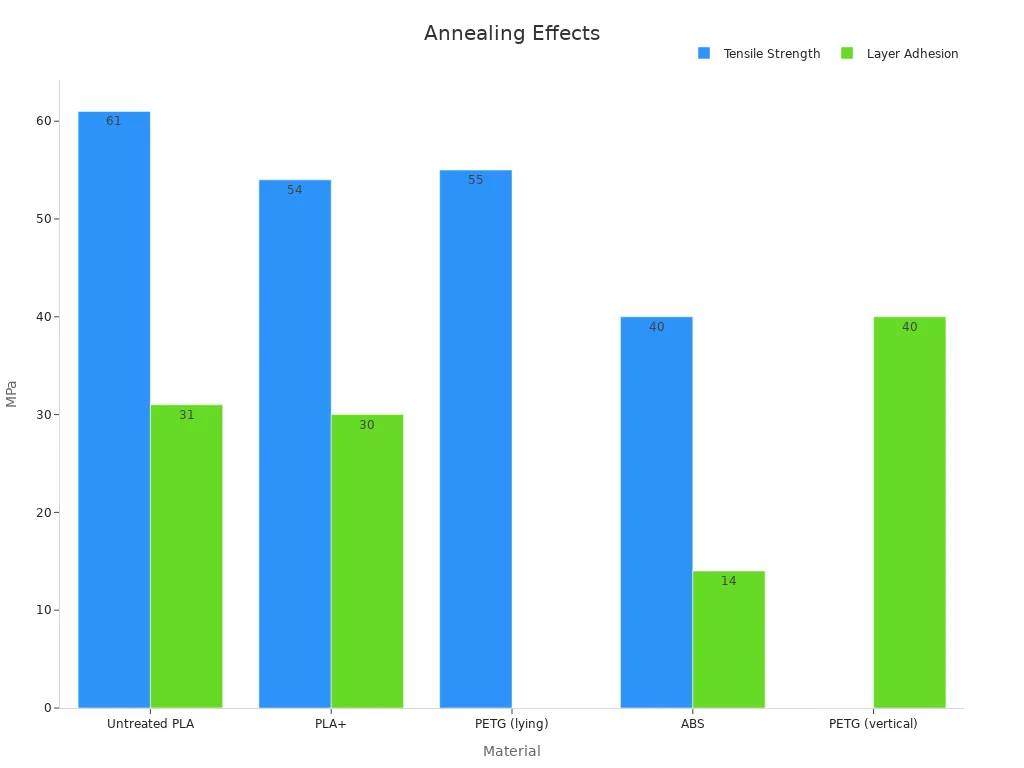
Le recuit rend PLA et PETG L'impression est bien meilleure. Pour le PLA, cela rend le matériau plus résistant et plus résistant à la chaleur. Le PLA ordinaire a une résistance de 61 MPa, mais le PLA recuit peut être encore plus résistant. Le PETG devient plus résistant et conserve mieux sa forme.
| Matériel | Résistance (MPa) | Résistance de liaison des couches (MPa) |
|---|---|---|
| PLA régulier | 61 | 31 |
| PETG (plat) | 55 | N / A |
| PETG (vertical) | N / A | 40 |
Ces changements rendent le recuit idéal pour les pièces qui doivent gérer les contraintes ou la chaleur.Que vous réalisiez des pièces d'essai ou des produits finis, le recuit permet à vos impressions de durer plus longtemps et de mieux fonctionner.
Comment recuire du PLA et du PETG : guide étape par étape

Préparation de votre impression pour le recuit
Tout d'abord, assurez-vous que votre impression 3D est prête. Utilisez 100% de remplissage Pour des pièces plus résistantes lors du recuit. Un motif linéaire est idéal pour réduire les contraintes internes. Nettoyez l'impression en retirant les bords, les supports et les aspérités. Cela favorise une répartition uniforme de la chaleur et évite les points faibles.
Avant de commencer, renseignez-vous sur les propriétés de votre filament. Trouvez température de transition vitreuse Pour le PLA ou le PETG. Le PLA nécessite généralement une température de 60 à 70 °C, tandis que le PETG nécessite une température plus élevée, autour de 95 à 115 °C. Pensez à l'impact du recuit sur la résistance mécanique et thermique. Cela vous permettra de connaître les performances de votre impression après recuit.
Recuit au four électrique
Un four électrique est un excellent outil pour le recuit. Préchauffez-le à la bonne température : 65-70 °C pour le PLA ou 95-115 °C pour le PETG. Laissez le four atteindre la température souhaitée avant d'y placer votre impression. Utilisez un thermomètre pour vérifier la température.
Placez l'impression sur un plateau plat et résistant à la chaleur. Pour le PLA, laissez mijoter 30 minutes par 6 mm d'épaisseur. Le PETG peut nécessiter jusqu'à une heure. Après le mijotage, éteignez le four et laissez refroidir lentement. N'ouvrez pas la porte pendant le refroidissement. Cela évitera les fissures et les déformations.
Autres méthodes : bain de sable chauffé et bain d'eau
Pas de four ? Essayez plutôt le sable chauffé ou les bains-marie. Le sable chauffé soutient bien l'impression et empêche la déformation. Placez l'impression dans un récipient contenant du sable, préchauffez le four à 95-115 °C et laissez-la recuire pendant environ une heure. Cette méthode permet de chauffer et de refroidir l'impression uniformément.
Les bains-marie sont une autre option, mais ils peuvent provoquer davantage de déformations. Plongez l'impression dans de l'eau chaude à la bonne température pendant quelques minutes. Surveillez attentivement pour éviter une chauffe inégale. Le recuit au sable provoque le retrait le plus faible, environ 2,04 %, tandis que les bains-marie peuvent modifier davantage l'impression.
| Méthode | Déformation (%) | Augmentation de la force | Notes |
|---|---|---|---|
| Recuit au sable | Augmentation similaire | Moins de flexion, meilleur pour garder la forme. | |
| Recuit à l'eau | N / A | Augmentation similaire | Peut provoquer davantage de déformations. |
| Recuit au glycérol | N / A | Petite augmentation | N'arrête pas de se plier ou de se déformer. |
Conseil: Portez toujours des gants et des lunettes de sécurité lorsque vous travaillez avec des matériaux chauds. Aérez la zone et surveillez attentivement le processus pour obtenir les meilleurs résultats.
Températures et durées recommandées pour le PLA et le PETG
Il est essentiel de choisir la bonne température et la bonne durée. Le PLA et le PETG nécessitent des réglages spécifiques pour fonctionner de manière optimale. Des réglages incorrects peuvent endommager ou déformer votre impression.
Pour PLA, chauffez-le entre 60°C et 70°CCela ramollit le matériau sans le faire fondre. Laissez-le au four pendant 30 à 60 minutes. Les impressions plus épaisses peuvent nécessiter plus de temps ; vérifiez donc attentivement. Assurez-vous toujours que la chaleur reste constante.
PETG Nécessite une chaleur plus importante, entre 95 °C et 115 °C. Il supporte mieux la chaleur et se plie moins facilement. Faites-le recuire pendant 45 à 90 minutes, selon son épaisseur. Des temps de cuisson plus longs le rendent plus résistant et plus stable.
Voici un tableau simple pour le recuit :
| Matériel | Plage de température (°C) | Durée (minutes) |
|---|---|---|
| PLA | 60-70 | 30-60 |
| PETG | 95-115 | 45-90 |
Conseil: Utilisez un thermomètre de four séparé pour vérifier la température. Les thermomètres intégrés peuvent être erronés et provoquer une cuisson inégale.
Le recuit rend vos impressions 3D plus solides et résistantes à la chaleur. Suivez ces conseils pour obtenir des impressions de meilleure qualité et plus durables.
Comment les différents filaments réagissent au recuit
PLA : plus résistant et supporte mieux la chaleur
Le recuit rend le PLA plus résistant et plus résistant à la chaleur. Le PLA standard ramollit à 60 °C, mais le PLA recuit peut supporter une chaleur plus élevée. C'est idéal pour les pièces utilisées dans des endroits chauds.
Cependant, le recuit du PLA présente quelques inconvénients. Il peut rétrécir ou se déformer si la température varie trop. Utilisez une source de chaleur constante, comme un four électrique, pour éviter ce problème. Agrandissez légèrement vos impressions avant le recuit pour éviter tout rétrécissement.
PETG : résistant et indéformable
Le PETG réagit différemment du PLA lors du recuit. Déjà résistant et flexible, le recuit le rend encore plus performant. Il conserve également sa forme sous l'effet de la chaleur ou des contraintes. C'est pourquoi le PETG est idéal pour les pièces résistantes utilisées en extérieur ou sous pression.
Le PETG ne rétrécit pas autant que le PLA lors du recuit. Cependant, il nécessite une température plus élevée, entre 95 et 115 °C. Surveillez-le attentivement pour éviter toute surchauffe, qui pourrait endommager l'impression.
Filaments spéciaux : Workday PLA et Pro PLA
Certains filaments, comme le Workday PLA et le Pro PLA, sont conçus pour être plus résistants. Le recuit les rend encore plus performants pour les travaux exigeants.
Le PLA Workday contient des additifs qui le rendent moins cassant. Le PLA Pro se concentre sur une meilleure gestion de la chaleur. Les deux types de PLA rétrécissent et se déforment moins que le PLA classique, ce qui les rend plus faciles à utiliser.
| Points clés | Détails |
|---|---|
| Pourquoi le recuit est important | Il aide les filaments à devenir plus forts et à durer plus longtemps. |
| Comment ça marche | Le recuit fixe la structure, rendant les pièces plus résistantes. |
| Plus d'extrémités de filaments signifient une meilleure croissance et une meilleure résistance. |
Le recuit est très utile pour améliorer les impressions 3D, en particulier avec des filaments avancés.
Conseils pour réduire la déformation et le rétrécissement
Réglage de la taille d'impression pour le rétrécissement
Le recuit peut provoquer un rétrécissement ou une déformation des impressions, notamment pour le PLA et le PETG. Pour y remédier, agrandissez légèrement vos designs avant l'impression. Cela permettra d'obtenir la taille finale souhaitée après recuit.
Les différents matériaux rétrécissent différemment. Les polymères semi-cristallins comme le PEEK rétrécissent davantage (1,5%) que les amorphes (0,5 %). Leurs densités diffèrent également : les semi-cristallins sont de 1,30 g/cm³, tandis que les amorphes sont de 1,26 g/cm³. Cela montre d'importantes variations de volume.
Conseil: Utilisez des outils de conception pour redimensionner les modèles de 2 à 3 % pour le PLA. Cela permet de réduire le rétrécissement attendu.
Observer le processus de recuit
Gardez un œil sur votre impression pendant le recuit pour éviter les problèmes.Utiliser un source de chaleur contrôlée pour maintenir une température constante. C'est très important pour le PLA, qui ramollit à basse température.
Vérifiez la température avec un thermomètre séparé. Les thermomètres intégrés peuvent manquer de précision et provoquer une chauffe inégale. Évitez de surchauffer, car cela pourrait endommager votre impression en faisant fondre ou séparer les couches.
- Surveillez attentivement pour éviter la surchauffe, qui peut faire fondre les impressions.
- Utilisez une chaleur constante pour éviter toute déformation ou flexion.
Conseil: Réglez une minuterie et vérifiez sans ouvrir la porte du four. Les variations brusques de température peuvent fissurer ou déformer votre impression.
Choisir les bonnes pièces pour le recuit
Toutes les impressions ne nécessitent pas de recuit. Choisissez des pièces robustes, résistantes à la chaleur ou de taille stable. Les éléments fonctionnels comme les engrenages ou les supports sont de bons choix.
Le recuit rend les pièces plus solides, réduit les contraintes et conserve mieux leur forme. Il améliore également la résistance à la chaleur, prolongeant ainsi la durée de vie des pièces.
- Le recuit rend les pièces plus résistantes et réduit les contraintes.
- Il aide les pièces à conserver la bonne taille et à résister à la chaleur.
- Les impressions fonctionnelles telles que les engrenages ou les supports sont celles qui en bénéficient le plus.
Conseil: Ne recuisez pas les pièces décoratives ou détaillées. Le retrait peut gâcher les beaux designs. Privilégiez les pièces qui nécessitent résistance et durabilité.
Avantages et limites du recuit du PLA et du PETG
Meilleure résistance à la chaleur et à la force
Le recuit rend le PLA et le PETG plus résistants et plus performants à la chaleur. La chaleur modifie les molécules du matériau, les rendant plus stables. Cela réduit les contraintes internes et favorise l'adhérence des couches. Des études montrent le recuit améliore la résistance en corrigeant les points faibles. Cela rend également le matériau plus difficile à plier et plus durable.
Le PLA résiste mieux à la chaleur après recuit. Le PLA standard ramollit à 60 °C, mais le PLA recuit reste ferme à des températures plus élevées. Le PETG, déjà robuste, devient encore plus résistant et résiste mieux aux chocs. Ces changements rendent ces deux matériaux idéaux pour les pièces soumises à la chaleur ou aux contraintes.
Problèmes : déformation, rétrécissement et apparence
Le recuit peut entraîner des problèmes tels que le gauchissement et le rétrécissement. Le PLA rétrécit souvent de manière inégale en refroidissant, ce qui peut altérer sa taille. Le PETG rétrécit moins, mais peut néanmoins se plier si la chaleur n'est pas constante. Des études montrent que le PLA rétrécit moins que l'ABS, mais un rétrécissement irrégulier reste problématique.
Le recuit peut également modifier l'aspect des impressions. Les pièces peuvent perdre leur aspect lisse ou devenir opaques. Ce phénomène est acceptable pour les pièces résistantes, mais néfaste pour les pièces décoratives. Pour éviter ce problème, utilisez des méthodes de chauffage et de refroidissement régulières.
Meilleures utilisations du recuit
Le recuit est particulièrement adapté aux pièces nécessitant une résistance mécanique ou thermique. Les engrenages, les supports et les carters en sont de bons exemples. Les recherches montrent le recuit du nylon le rend plus résistant et plus stable. Cependant, toutes les pièces ne supportent pas bien le recuit. Le PLA aux détails fins peut trop se rétracter, tandis que le PETG aux parois fines peut se déformer sous l'effet de la chaleur.
Choisissez des pièces soumises à des contraintes ou à une chaleur élevée pour le recuit. Évitez les impressions décoratives ou détaillées, car elles risquent de perdre leur forme ou leur aspect.
Le recuit en impression 3D renforce les impressions en PLA et PETG. Il les aide également à mieux supporter la chaleur et à durer plus longtemps. Ce procédé réduit la fragilité, rendant les pièces plus résistantes à l'usage quotidien. Des problèmes tels que le gauchissement ou le rétrécissement peuvent survenir, mais vous pouvez les éviter. Préparez soigneusement vos impressions et surveillez attentivement le processus pour les résoudre. Le recuit peut vous aider à fabriquer de meilleures pièces 3D. Il est idéal pour les objets soumis à des contraintes ou à des températures élevées.
FAQ
Comment pouvez-vous arrêter la déformation pendant le recuit ?
Utilisez une source de chaleur constante, comme un four électrique.Placez votre impression sur une surface plane et régulière. Évitez les changements brusques de température pour la stabiliser. Laissez l'impression refroidir lentement après chauffage pour éviter toute déformation. Le recuit au sable est également utile pour une chaleur et un support uniformes.
Conseil: Observez attentivement le processus pour obtenir les meilleurs résultats.
Tous les filaments PLA et PETG peuvent-ils être recuits ?
Tous les filaments ne sont pas compatibles avec le recuit. Le PLA et le PETG classiques sont les plus faciles à recuit. Les filaments spéciaux comme le Pro PLA ou le Workday PLA sont encore plus performants. Consultez toujours les instructions du fabricant du filament avant de procéder au recuit.
Dans quelle mesure le recuit rétrécit-il les impressions ?
Le PLA rétrécit d'environ 2 à 3 %, tandis que le PETG rétrécit moins, environ 1 à 2 %. Le rétrécissement exact dépend du filament et de la méthode utilisée. Agrandissez légèrement votre modèle avant l'impression pour l'ajuster.
| Type de polymère | Rétrécissement (%) | Densité (g/cm³) | Variation de volume (%) |
|---|---|---|---|
| polymère amorphe | 0,5 | 1.26 | N / A |
| PEEK semi-cristallin | 1,5 | 1h30 | >3 |
| Matériel | Rétrécissement (%) |
|---|---|
| PLA | 2-3% |
| PETG | 1 à 2 % |
Les impressions décoratives doivent-elles être recuites ?
Non, les impressions décoratives n'ont pas besoin de recuit. Ce procédé peut les rétrécir ou les déformer, altérant ainsi les petits détails. Le recuit est préférable pour les pièces solides et résistantes à la chaleur qui nécessitent une grande durabilité.
Peut-on recuire des impressions au micro-ondes ?
N'utilisez pas de micro-ondes pour le recuit. Les micro-ondes chauffent de manière inégale et peuvent endommager votre impression. Privilégiez des méthodes plus sûres comme un four électrique, du sable chauffé ou un bain-marie.
Note: Soyez prudent ! Utilisez les bons outils et suivez les instructions lors du recuit.



{kind=link}
Laisser un commentaire
Tous les commentaires sont modérés avant d'être publiés.
Ce site est protégé par hCaptcha, et la Politique de confidentialité et les Conditions de service de hCaptcha s’appliquent.