








A 3D nyomtatásban végzett lágyítás erősebbé teszi a PLA és PETG nyomatokat. Felmelegíti az anyagot bizonyos hőmérsékletekre, hogy megváltoztassa a szerkezetét. Így a nyomatok jobban ellenállnak a hőnek, és kevésbé lesznek törékenyek. A nagy cégek gyakran alkalmaznak lágyítást, de a hobbibarátok figyelmen kívül hagyhatják. Ezzel a módszerrel az alkatrészek nagyobb igénybevételt és hőt bírnak el. Emiatt kiválóan alkalmasak kemény vagy hosszú távú használatra.
Kulcs elvitelek
- A lágyítás erősebbé és hőállóbbá teszi a PLA és PETG nyomatokat.
- Használjon teljes kitöltést, és először tisztítsa meg a nyomatokat a jobb melegítés érdekében.
- Tartsa be a megfelelő hőmérsékletet és időt: melegítse a PLA-t 60-70 °C-ra 30-60 percig, a PETG-t 95-115 °C-ra 45-90 percig.
- Szilárdságot vagy hőállóságot igénylő lágyított alkatrészek; hagyja ki a dekoratívakat, hogy megőrizze a részleteket.
- Figyelmesen figyelje a folyamatot, hogy elkerülje a hajlítást és jó eredményeket érjen el.
Mi a lágyítás a 3D nyomtatásban?
Mit jelent a lágyítás?
A lágyítás a 3D nyomatok melegítésének egyik módja, hogy erősebbek legyenek. Egy bizonyos hőmérsékletre felmelegíti az anyagot, majd lassan lehűti. Ez segít kiküszöbölni a nyomat belsejében lévő feszültséget, és jobban tapadnak a rétegek. Csökkenti az olyan problémákat is, mint a repedések vagy az egyenetlen hűtés.
A 3D nyomtatásban a lágyítást a következőkre használják:
- Erősítse meg az alkatrészeket a nehéz munkákhoz.
- Segítsen az alkatrészeknek törés nélkül kezelni a magas hőt.
- Hagyja abba a vetemedést és zsugorodást, hogy az alkatrészek megfelelő méretűek maradjanak.
| Haszon | Mit csinál |
|---|---|
| Tedd erősebbé az alkatrészeket | Kiküszöböli a belső feszültséget, keményebbé teszi az alkatrészeket a nehéz feladatokhoz. |
| Kezelje a magas hőt | Javítja a hőállóságot, jó meleg környezetben. |
| Tartsa az alakját stabilan | Megakadályozza a vetemedést és zsugorodást, így az alkatrészek megfelelő méretben maradnak. |
| Növelje a teljesítményt | Kiváló erős, hőálló szénszálas alkatrészekhez. |
Hogyan működik a lágyítás: hő és molekulák
Az izzítás úgy működik, hogy az anyagot addig hevítik, amíg molekulái szabadabban mozognak. Ez egy speciális hőmérsékleten, az úgynevezett üvegesedési hőmérsékleten történik. Az anyag nem olvad meg, de könnyebben állítható.
Az izzítás során az anyag szerkezete ellazul és stabilabbá válik. Lassú hűtése segít csökkenteni a belső stresszt és erősebbé teszi. Ez a folyamat a nyomtatás közbeni gyors lehűlés okozta problémákat is kijavítja. Jobb rétegkötést hoz létre, és kevésbé valószínű, hogy a nyomat eltörik.
Miért segít a lágyítás a PLA-n és a PETG-n?
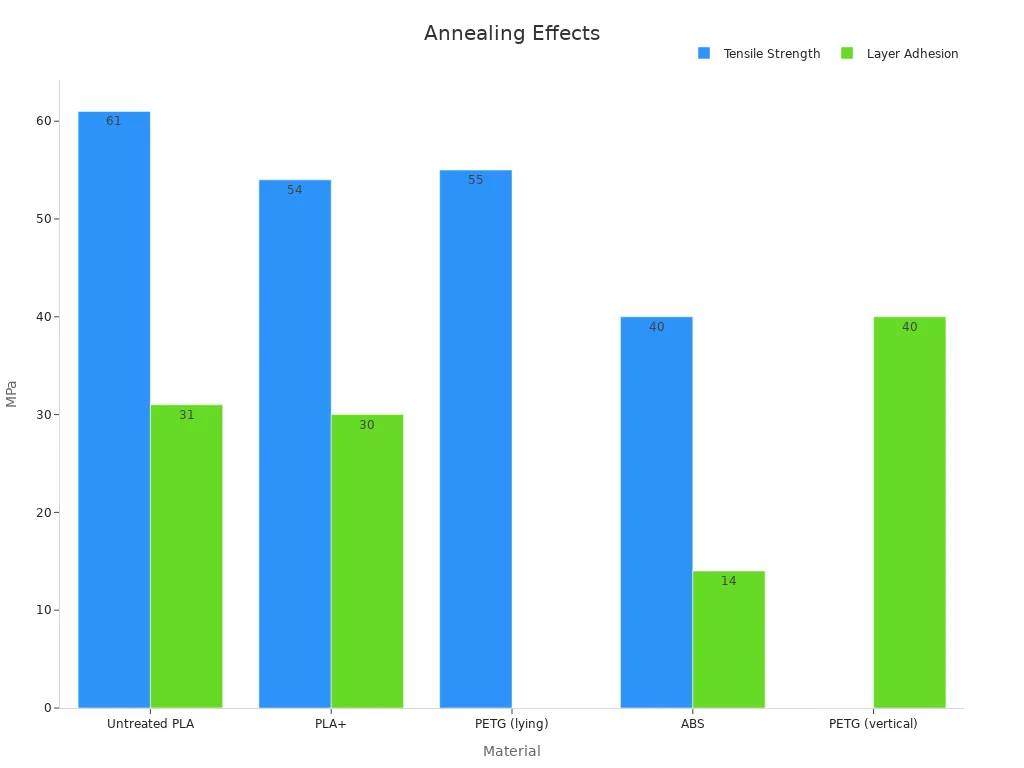
A lágyítás teszi PLA és PETG sokkal jobban nyomtat. A PLA esetében erősebbé és hőtűrőbbé teszi az anyagot. A normál PLA szilárdsága 61 MPa, de a lágyított PLA még erősebb is lehet. A PETG keményebbé válik, és jobban megtartja alakját.
| Anyag | Erősség (MPa) | Réteg kötési erőssége (MPa) |
|---|---|---|
| Rendszeres PLA | 61 | 31 |
| PETG (lapos) | 55 | N/A |
| PETG (álló) | N/A | 40 |
Ezek a változtatások nagyszerűvé teszik az izzítást olyan alkatrészek esetében, amelyeknek feszültséget vagy hőt kell kezelniük.Akár próbadarabokat, akár végtermékeket készít, a lágyítás segít a nyomatok hosszabb élettartamában és jobb működésében.
A PLA és PETG légtelenítése: Lépésről lépésre

A nyomat előkészítése a hőkezelésre
Először győződjön meg arról, hogy a 3D nyomtatás készen áll. Használat 100%-os kitöltés izzítás során erősebb alkatrészekhez. A vonalminta a legjobban csökkenti a belső feszültséget. Tisztítsa meg a nyomatot a karimák, támasztékok vagy durva élek eltávolításával. Ez elősegíti a hő egyenletes eloszlását és elkerüli a gyenge pontokat.
Mielőtt elkezdené, ismerje meg az izzószál tulajdonságait. Keresse meg a üvegesedési hőmérséklet PLA-hoz vagy PETG-hez. A PLA-nak általában 60-70°C, míg a PETG-nek magasabb, 95-115°C körüli hőmérsékletre van szüksége. Gondoljon bele, hogyan változtatja meg az izzítás az erőt és a hőállóságot. Ez segít megtudni, hogyan fog működni a nyomat hőkezelés után.
Izzítás elektromos sütővel
Az elektromos sütő kiváló eszköz az izzításhoz. Melegítse elő a megfelelő hőmérsékletre – 65-70°C PLA vagy 95-115°C PETG esetén. Hagyja, hogy a sütő elérje a beállított hőmérsékletet, mielőtt behelyezi a nyomatot. Használjon hőmérőt a megfelelő hőmérséklet ellenőrzéséhez.
Helyezze a nyomatot egy lapos, hőálló tálcára. PLA esetén lágyítsa 30 percig 1/4 hüvelyk vastagságonként. A PETG-nek akár egy órára is szüksége lehet. Az izzítás után kapcsolja ki a sütőt, és hagyja lassan kihűlni. Hűtés közben ne nyissa ki az ajtót. Ez megakadályozza a repedéseket vagy a vetemedést.
Egyéb módszerek: fűtött homok- és vízfürdő
Nincs sütő? Inkább fűtött homok- vagy vízfürdőt próbáljon ki. A felmelegített homok jól megtámasztja a nyomatot és megállítja a hajlítást. Helyezze a nyomatot egy homokos edénybe, melegítse elő a sütőt 95-115 °C-ra, és melegítse körülbelül egy órán keresztül. Ez a módszer egyenletesen melegíti és hűti a nyomatot.
A vízfürdő egy másik lehetőség, de nagyobb vetemedést okozhat. Merítse a nyomatot néhány percre megfelelő hőmérsékletű forró vízbe. Ügyeljen arra, hogy elkerülje az egyenetlen felmelegedést. A homokos izzítás okozza a legkisebb zsugorodást, körülbelül 2,04%-ot, míg a vízfürdők jobban megváltoztathatják a nyomatot.
| Módszer | deformáció (%) | Erőnövekedés | Megjegyzések |
|---|---|---|---|
| Homoklágyítás | Hasonló növekedés | A legkevésbé hajlik, a legjobb a forma megőrzéséhez. | |
| Vízmelegítés | N/A | Hasonló növekedés | További vetemedést okozhat. |
| Glicerin lágyítás | N/A | Kis növekedés | Nem hagyja abba a hajlítást vagy vetemedést. |
Tipp: Mindig viseljen kesztyűt és védőszemüveget, amikor forró anyagokkal dolgozik. Szellőztesse a területet, és gondosan figyelje a folyamatot a legjobb eredmény érdekében.
PLA és PETG ajánlott hőmérsékletek és idők
Nagyon fontos a megfelelő hő és idő biztosítása. A PLA-nak és a PETG-nek speciális beállításokra van szüksége a legjobb működéshez. A rossz beállítások tönkretehetik vagy elvetemíthetik a nyomatokat.
Mert PLA, melegítse fel között 60°C és 70°C. Ez lágyítja az anyagot anélkül, hogy megolvadna. Tartsa a sütőben 30-60 percig. A vastagabb nyomatok több időt igényelhetnek, ezért alaposan ellenőrizze. Mindig ügyeljen arra, hogy a hő egyenletes maradjon.
PETG több hőt igényel, 95°C és 115°C között. Jobban bírja a hőt és nem hajlik meg olyan könnyen. A vastagságtól függően 45-90 percig lágyítsa. A hosszabb idő erősebbé és stabilabbá teszi.
Íme egy egyszerű táblázat a lágyításhoz:
| Anyag | Hőmérséklet-tartomány (°C) | Idő (perc) |
|---|---|---|
| PLA | 60-70 | 30-60 |
| PETG | 95-115 | 45-90 |
Tipp: Használjon külön sütő hőmérőt a hő ellenőrzéséhez. A beépítettek hibásak lehetnek, és egyenetlen fűtést okozhatnak.
A lágyítás erősebbé és hőállóbbá teszi a 3D nyomatokat. Kövesse ezeket a tippeket, hogy jobb, tartósabb nyomatokat kapjon.
Hogyan reagálnak a különböző szálak a lágyításra
PLA: Erősebb és jobban bírja a hőt
A lágyítás erősebbé teszi a PLA-t és jobban kezeli a hőt. A normál PLA 60°C-on meglágyul, de az izzított PLA több hőt is felvesz. Ez kiválóan alkalmas meleg helyen használt alkatrészekhez.
A PLA lágyításának azonban van néhány problémája. Ha túlságosan megváltozik a hő, zsugorodhat vagy deformálódhat. Ennek elkerülése érdekében használjon állandó hőforrást, például elektromos sütőt. A zsugorodási problémák kijavítása érdekében lágyítsa kicsit nagyobbra a nyomatokat.
PETG: szívós és megtartja alakját
A PETG másképpen reagál, mint a PLA lágyításkor. Már szívós és rugalmas, de a lágyítás még jobbá teszi. Jól megtartja alakját hőség vagy stressz hatására is. Ez teszi a PETG-t tökéletessé kültéren vagy nyomás alatt használt erős alkatrészekhez.
A PETG nem zsugorodik annyira, mint a PLA a lágyítás során. De magasabb hőt igényel, 95°C és 115°C között. Figyelje meg alaposan, hogy elkerülje a túlmelegedést, ami tönkreteheti a nyomatot.
Különleges szálak: Workday PLA és Pro PLA
Egyes szálak, mint például a Workday PLA és a Pro PLA, erősebbek. A lágyítás még jobbá teszi őket a nehéz munkákhoz.
A Workday PLA olyan adalékokat tartalmaz, amelyek kevésbé törékennyé teszik. A Pro PLA a hő jobb kezelésére összpontosít. Mindkét típus kevésbé zsugorodik és deformálódik, mint a normál PLA, így könnyebben használhatók.
| Kulcspontok | Részletek |
|---|---|
| Miért számít a lágyítás? | Segíti a filamentumok erősödését és hosszabb élettartamát. |
| Hogyan működik | Az izzítás rögzíti a szerkezetet, keményebbé téve az alkatrészeket. |
| Több izzószál jobb növekedést és szilárdságot jelent. |
A lágyítás nagyon hasznos a 3D nyomatok javításához, különösen fejlett filamentek esetén.
Tippek a vetemedés és zsugorodás csökkentésére
A nyomtatási méret beállítása a zsugorodás érdekében
A lágyítás hatására a nyomatok zsugorodhatnak vagy deformálódhatnak, különösen a PLA és a PETG. Ennek kijavításához a nyomtatás előtt nagyobbítsa meg a terveket. Ez elősegíti, hogy a végső méret megfeleljen a kívántnak az izzítás után.
A különböző anyagok eltérően zsugorodnak. A félkristályos polimerek, mint a PEEK jobban zsugorodnak (1,5%), mint az amorfok (0,5%). Sűrűségük is különbözik – a félkristályos 1,30 g/cm³, míg az amorf 1,26 g/cm³. Ez nagy hangerő-változásokat mutat.
Tipp: Használjon tervezőeszközöket a modellek 2-3%-os méretezéséhez a PLA esetében. Ez segít a várható zsugorodásban.
A lágyítási folyamat megtekintése
A problémák elkerülése érdekében tartsa szemmel a nyomatokat a lágyítás során.Használja a szabályozott hőforrás hogy a hőmérséklet egyenletes maradjon. Ez nagyon fontos a PLA-nál, amely alacsonyabb hőnél lágyul.
Ellenőrizze a hőmérsékletet külön hőmérővel. Előfordulhat, hogy a beépítettek nem pontosak, és egyenetlen fűtést okozhatnak. Ne hevítse túl, mert tönkreteheti a nyomatát, ha megolvad vagy szétválik a rétegek.
- Ügyeljen arra, hogy elkerülje a túlmelegedést, ami megolvaszthatja a nyomatokat.
- Használjon állandó hőt, hogy elkerülje a vetemedést vagy elhajlást.
Tipp: Állítson be egy időzítőt, és ellenőrizze a sütő ajtajának kinyitása nélkül. A hirtelen hőváltozások megrepedhetnek vagy megvetemedhetnek a nyomatban.
A megfelelő alkatrészek kiválasztása izzításhoz
Nem minden nyomatot kell lágyítani. Válasszon olyan alkatrészeket, amelyeknek erősnek, hőállónak vagy stabil méretűnek kell lenniük. A funkcionális elemek, például a fogaskerekek vagy a konzolok jó választás.
Az izzítás erősebbé teszi az alkatrészeket, csökkenti a stresszt, és jobban megtartja alakjukat. A hőállóságot is javítja, így az alkatrészek hosszabb élettartamúak.
- Az izzítás keményebbé teszi az alkatrészeket és csökkenti a feszültséget.
- Segítségével az alkatrészek megfelelő méretűek maradnak és ellenállnak a hőnek.
- A funkcionális nyomatok, például a fogaskerekek vagy a konzolok előnyösebbek.
Tipp: Ne lágyítsa meg a dekoratív vagy részletes alkatrészeket. A zsugorodás tönkreteheti a finom terveket. Koncentráljon azokra az alkatrészekre, amelyeknek erősre és tartósra van szükségük.
A PLA és PETG izzítás előnyei és korlátai
Jobb szilárdság és hőállóság
Az izzítás hő hatására erősebbé és jobbá teszi a PLA-t és a PETG-t. A melegítés megváltoztatja az anyag molekuláit, ezáltal stabilabbá válik. Ez csökkenti a belső feszültséget, és segíti a rétegek összetapadását. A tanulmányok azt mutatják a lágyítás javítja az erőt gyenge pontok rögzítésével. Ezenkívül nehezebben hajlíthatóvá és tartósabbá teszi az anyagot.
A PLA sokkal jobban kezeli a hőt az izzítás után. A normál PLA meglágyul 60°C-on, de a lágyított PLA szilárd marad magasabb hőmérsékleten. Az amúgy is kemény PETG még erősebb lesz, és jobban ellenáll az ütéseknek. Ezek a változtatások mindkét anyagot kiválóan alkalmassá teszik a hőnek vagy igénybevételnek kitett alkatrészekhez.
Problémák: vetemedés, zsugorodás és megjelenés
A lágyítás olyan problémákat okozhat, mint a vetemedés és zsugorodás. A PLA gyakran egyenetlenül zsugorodik a hűtés során, ami megzavarhatja a méretét. A PETG kevésbé zsugorodik, de még mindig meghajolhat, ha a hő nem egyenletes. A tanulmányok szerint a PLA kevésbé zsugorodik, mint az ABS, de az egyenetlen zsugorodás továbbra is probléma.
A lágyítás megváltoztathatja a nyomatok megjelenését is. Az alkatrészek elveszíthetik sima felületüket vagy zavarossá válhatnak. Ez jó az erős alkatrészekhez, de rossz a dekoratív részekhez. Ennek elkerülése érdekében használjon állandó fűtési és hűtési módszereket.
A lágyítás legjobb felhasználási módjai
Az izzítás azoknál az alkatrészeknél működik a legjobban, amelyeknek szilárdságra vagy hőállóságra van szükségük. Jó példák a fogaskerekek, a konzolok és a tokok. A kutatások azt mutatják a nylon izzítása erősebbé teszi és stabilabb. De nem minden alkatrész kezeli jól az izzítást. A finom részletekkel rendelkező PLA túlságosan zsugorodhat, a vékony falú PETG pedig meghajolhat a hő hatására.
Olyan alkatrészeket válasszon, amelyek feszültségnek vagy magas hőnek vannak kitéve a lágyításhoz. Hagyja ki a dekoratív vagy részletes nyomatokat, mert elveszíthetik formájukat vagy megjelenésüket.
A 3D nyomtatásban végzett lágyítás erősebbé teszi a PLA és PETG nyomatokat. Ezenkívül segít nekik jobban kezelni a hőt, és tovább tartanak. Ez az eljárás csökkenti a törékenységet, így az alkatrészek keményebbek a napi használatra. Előfordulhatnak olyan problémák, mint a vetemedés vagy zsugorodás, de ezeket elkerülheti. Jól készítse elő a nyomatokat, és gondosan figyelje a folyamatot a problémák megoldása érdekében. A lágyítással jobb 3D-s részeket készíthet. Kiválóan alkalmas olyan tárgyakhoz, amelyeknek ellenállniuk kell a stressznek vagy a magas hőnek.
GYIK
Hogyan lehet megállítani a vetemedést izzítás közben?
Használjon állandó hőforrást, például elektromos sütőt.Helyezze a nyomatokat sima, egyenletes felületre. Kerülje a gyors hőmérséklet-változásokat, hogy stabil maradjon. Melegítés után lassan hagyja lehűlni a nyomatot, hogy elkerülje a vetemedést. A homokos izzítás az egyenletes hőt és tartást is segíti.
Tipp: Figyelmesen figyelje a folyamatot a legjobb eredmény elérése érdekében.
Minden PLA és PETG filament lágyítható?
Nem minden izzószál működik jól lágyítással. A szokásos PLA és PETG a legkönnyebben lágyítható. A speciális szálak, mint a Pro PLA vagy a Workday PLA még jobban működnek. Az izzítás előtt mindig ellenőrizze a szálkészítő utasításait.
Mennyire zsugorítja a nyomatokat az izzítás?
A PLA körülbelül 2-3%-kal zsugorodik, míg a PETG kevésbé, körülbelül 1-2%-kal. A pontos zsugorodás az izzószáltól és az alkalmazott módszertől függ. Nyomtatás előtt növelje meg kissé a modelljét, hogy ehhez igazodjon.
| Polimer típus | Zsugorodás (%) | Sűrűség (g/cm³) | Hangerő változás (%) |
|---|---|---|---|
| Amorf polimer | 0.5 | 1.26 | N/A |
| Félkristályos PEEK | 1.5 | 1.30 | >3 |
| Anyag | Zsugorodás (%) |
|---|---|
| PLA | 2-3% |
| PETG | 1-2% |
Lágyítani kell a dekoratív nyomatokat?
Nem, a dekoratív nyomatok nem igényelnek lágyítást. A folyamat összezsugoríthatja vagy deformálhatja őket, tönkretéve az apró részleteket. Az izzítás jobb az erős, hőálló alkatrészeknél, amelyek tartósságot igényelnek.
Meg lehet lágyítani a nyomatokat mikrohullámú sütőben?
Ne használjon mikrohullámú sütőt az izzításhoz. A mikrohullámok egyenetlenül melegítenek, és tönkretehetik a nyomatokat. Használjon biztonságosabb módszereket, például elektromos sütőt, melegített homokot vagy vízfürdőt.
Jegyzet: Legyen biztonságban! Használja a megfelelő eszközöket, és kövesse az utasításokat a lágyítás során.



{kind=link}
Hagyj egy megjegyzést
Az összes megjegyzés moderálódik, mielőtt közzéteszik.
Ezt a webhelyet a hCaptcha rendszer védi, és a hCaptcha adatvédelmi szabályzata, valamint szolgáltatási feltételei vonatkoznak rá.