








Wyżarzanie w druku 3D sprawia, że wydruki PLA i PETG są mocniejsze. Materiał jest podgrzewany do określonych temperatur, aby zmienić jego strukturę. Dzięki temu wydruki lepiej opierają się ciepłu i stają się mniej kruche. Duże firmy często stosują wyżarzanie, ale hobbyści mogą je ignorować. Stosując tę metodę, możesz sprawić, że części będą wytrzymywać większe naprężenia i ciepło. Dzięki temu świetnie nadają się do trudnych lub długoterminowych zastosowań.
Najważniejsze wnioski
- Wyżarzanie sprawia, że wydruki z PLA i PETG stają się mocniejsze i odporne na ciepło.
- Aby zapewnić lepsze nagrzewanie, najpierw użyj pełnego wypełnienia i czystych wydruków.
- Zachowaj odpowiednią temperaturę i czas: podgrzej PLA do 60–70°C przez 30–60 minut, a PETG do 95–115°C przez 45–90 minut.
- Wyżarzaj części wymagające wytrzymałości i odporności na ciepło; zrezygnuj z części dekoracyjnych, aby zachować szczegóły.
- Uważnie obserwuj proces, aby uniknąć pochylania się i uzyskać dobre rezultaty.
Czym jest wyżarzanie w druku 3D?
Co oznacza wyżarzanie?
Wyżarzanie to sposób na podgrzanie wydruków 3D, aby je wzmocnić. Materiał jest podgrzewany do określonej temperatury, a następnie powoli chłodzony. Pomaga to naprawić naprężenia wewnątrz wydruku i sprawia, że warstwy lepiej się trzymają. Zmniejsza to również problemy, takie jak pęknięcia lub nierównomierne chłodzenie.
W druku 3D wyżarzanie stosuje się w celu:
- Wzmacniaj części przeznaczone do trudnych zadań.
- Pomóż częściom radzić sobie z wysoką temperaturą bez ryzyka uszkodzenia.
- Zapobiegnij odkształcaniu i kurczeniu się, dzięki czemu części zachowają właściwy rozmiar.
| Korzyść | Co to robi |
|---|---|
| Wzmocnij części | Eliminuje naprężenia wewnątrz, zwiększając wytrzymałość części w przypadku trudnych zadań. |
| Radzić sobie z wysoką temperaturą | Zwiększa odporność na ciepło, dobry do stosowania w gorącym środowisku. |
| Utrzymaj stabilny kształt | Zapobiega odkształcaniu i kurczeniu się, zachowując właściwy rozmiar części. |
| Zwiększ wydajność | Doskonale nadaje się do produkcji wytrzymałych, odpornych na ciepło części z włókna węglowego. |
Jak działa wyżarzanie: ciepło i cząsteczki
Wyżarzanie polega na nagrzewaniu materiału, aż jego cząsteczki będą mogły poruszać się swobodniej. Dzieje się to w specjalnej temperaturze zwanej temperaturą zeszklenia. Materiał nie topi się, ale staje się łatwiejszy do dostosowania.
Podczas wyżarzania struktura materiału rozluźnia się i staje się bardziej stabilna. Powolne chłodzenie pomaga zmniejszyć naprężenia wewnątrz i wzmacnia materiał. Proces ten rozwiązuje również problemy spowodowane szybkim chłodzeniem podczas drukowania. Tworzy lepsze wiązania warstw i zmniejsza prawdopodobieństwo pęknięcia wydruku.
Dlaczego wyżarzanie pomaga w przypadku PLA i PETG
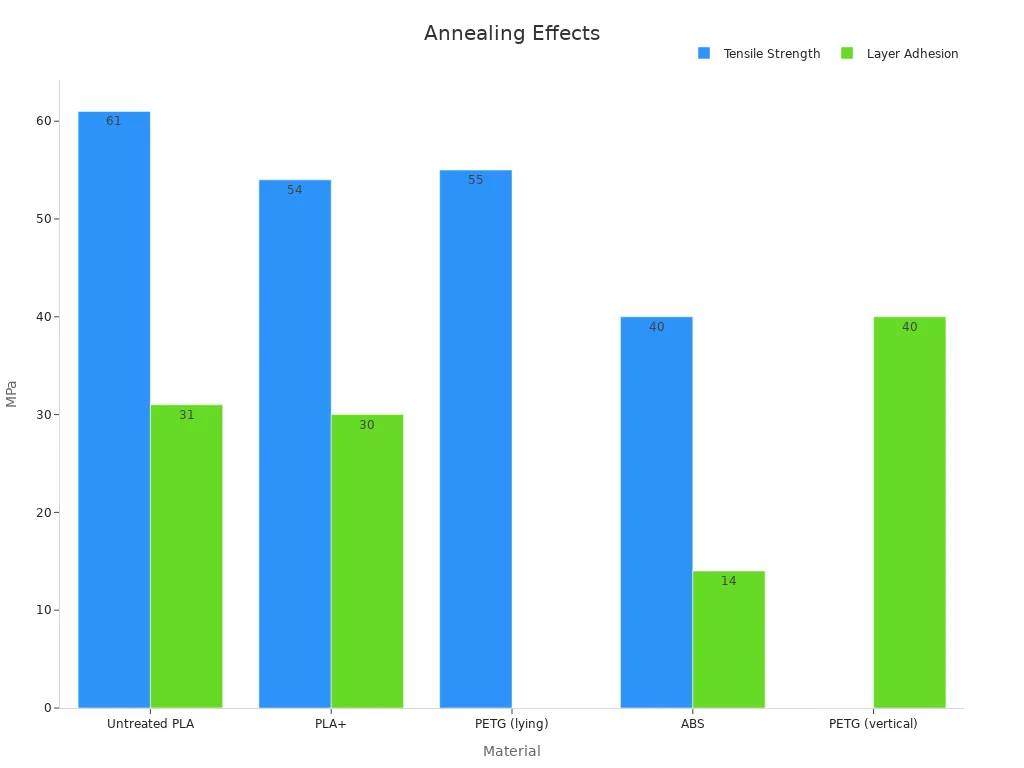
Wyżarzanie powoduje PLA I PETG drukuje się znacznie lepiej. W przypadku PLA sprawia, że materiał jest mocniejszy i lepiej znosi ciepło. Zwykły PLA ma wytrzymałość 61 MPa, ale wyżarzane PLA może być jeszcze mocniejsze. PETG staje się twardszy i lepiej zachowuje swój kształt.
| Tworzywo | Wytrzymałość (MPa) | Wytrzymałość wiązania warstw (MPa) |
|---|---|---|
| Zwykły PLA | 61 | 31 |
| PETG (płaski) | 55 | Brak |
| PETG (pionowo) | Brak | 40 |
Zmiany te sprawiają, że wyżarzanie doskonale sprawdza się w przypadku części poddawanych naprężeniom lub wysokiej temperaturze.Bez względu na to, czy wytwarzasz egzemplarze testowe, czy produkty finalne, wyżarzanie pomaga zachować wydruki dłużej i lepiej działać.
Jak wyżarzać PLA i PETG: przewodnik krok po kroku

Przygotowanie wydruku do wyżarzania
Najpierw upewnij się, że wydruk 3D jest gotowy. Użyj Wypełnienie 100% dla mocniejszych części podczas wyżarzania. Wzór liniowy najlepiej sprawdza się w celu zmniejszenia naprężeń wewnątrz. Wyczyść wydruk, usuwając brzegi, podpory lub ostre krawędzie. Pomaga to równomiernie rozprowadzać ciepło i uniknąć słabych punktów.
Poznaj właściwości swojego filamentu przed rozpoczęciem. Znajdź temperatura zeszklenia dla PLA lub PETG. PLA zwykle wymaga 60-70°C, podczas gdy PETG wymaga wyższej temperatury, około 95-115°C. Pomyśl, jak wyżarzanie zmieni wytrzymałość i odporność na ciepło. Pomoże Ci to dowiedzieć się, jak wydruk będzie się zachowywał po wyżarzeniu.
Wyżarzanie w piecu elektrycznym
Piekarnik elektryczny jest świetnym narzędziem do wyżarzania. Rozgrzej go do odpowiedniej temperatury — 65–70°C dla PLA lub 95–115°C dla PETG. Pozwól, aby piec osiągnął ustawioną temperaturę przed umieszczeniem w nim wydruku. Użyj termometru, aby sprawdzić, czy temperatura jest prawidłowa.
Połóż wydruk na płaskiej, odpornej na ciepło tacy. W przypadku PLA wyżarzaj przez 30 minut na grubość 1/4 cala. PETG może wymagać do godziny. Po wyżarzeniu wyłącz piekarnik i pozwól mu powoli ostygnąć. Nie otwieraj drzwi podczas chłodzenia. Zapobiega to pęknięciom lub odkształceniom.
Inne metody: Podgrzewana kąpiel piaskowo-wodna
Nie masz piekarnika? Zamiast tego wypróbuj podgrzewany piasek lub kąpiele wodne. Podgrzany piasek dobrze podtrzymuje wydruk i zapobiega jego wyginaniu. Umieść wydruk w pojemniku z piaskiem, rozgrzej piec do 95-115°C i wygrzewaj przez około godzinę. Ta metoda równomiernie podgrzewa i chłodzi wydruk.
Inną opcją są kąpiele wodne, ale mogą one powodować większe odkształcenia. Zanurz wydruk w gorącej wodzie o odpowiedniej temperaturze na kilka minut. Uważaj, aby uniknąć nierównomiernego nagrzewania. Wyżarzanie piaskowe powoduje najmniejsze kurczenie się, około 2,04%, podczas gdy kąpiele wodne mogą bardziej zmienić wydruk.
| Metoda | Deformacja (%) | Zwiększenie siły | Notatki |
|---|---|---|---|
| Wyżarzanie w piasku | Podobny wzrost | Najmniej wyginające się, najlepiej zachowujące kształt. | |
| Wyżarzanie w wodzie | Brak | Podobny wzrost | Może powodować większe odkształcenia. |
| Wyżarzanie gliceryną | Brak | Mały wzrost | Nie zapobiega wyginaniu się i odkształcaniu. |
Wskazówka: Zawsze zakładaj rękawice i okulary ochronne podczas pracy z gorącymi materiałami. Utrzymuj wentylację pomieszczenia i uważnie obserwuj proces, aby uzyskać najlepsze rezultaty.
Zalecane temperatury i czasy dla PLA i PETG
Bardzo ważne jest uzyskanie odpowiedniej temperatury i czasu. PLA i PETG wymagają określonych ustawień, aby działać najlepiej. Nieprawidłowe ustawienia mogą zniszczyć lub odkształcić wydruk.
Dla PLA, podgrzej go pomiędzy 60°C i 70°C. Zmiękcza to materiał bez jego topienia. Trzymaj go w piekarniku przez 30 do 60 minut. Grubsze wydruki mogą wymagać więcej czasu, więc sprawdź dokładnie. Zawsze obserwuj, aby upewnić się, że ciepło pozostaje stałe.
PETG potrzebuje więcej ciepła, między 95°C a 115°C. Lepiej radzi sobie z ciepłem i nie wygina się tak łatwo. Wyżarzaj go przez 45 do 90 minut, w zależności od jego grubości. Dłuższy czas pomaga uczynić go mocniejszym i bardziej stabilnym.
Oto prosta tabela wyżarzania:
| Tworzywo | Zakres temperatur (°C) | Czas (minuty) |
|---|---|---|
| PLA | 60-70 | 30-60 |
| PETG | 95-115 | 45-90 |
Wskazówka: Użyj oddzielnego termometru piekarnikowego, aby sprawdzić temperaturę. Wbudowane termometry mogą być błędne i powodować nierównomierne nagrzewanie.
Wyżarzanie sprawia, że wydruki 3D są mocniejsze i odporne na ciepło. Postępuj zgodnie z tymi wskazówkami, aby uzyskać lepsze, trwalsze wydruki.
Jak różne włókna reagują na wyżarzanie
PLA: Mocniejszy i lepiej znoszący ciepło
Wyżarzanie sprawia, że PLA jest mocniejsze i lepiej radzi sobie z ciepłem. Zwykły PLA mięknie w temperaturze 60°C, ale wyżarzany PLA może przyjąć więcej ciepła. To świetne rozwiązanie dla części używanych w ciepłych miejscach.
Ale wyżarzanie PLA ma pewne problemy. Może się kurczyć lub odkształcać, jeśli ciepło zmienia się zbyt mocno. Użyj stałego źródła ciepła, takiego jak piekarnik elektryczny, aby tego uniknąć. Zrób swoje wydruki trochę większe przed wyżarzaniem, aby rozwiązać problemy z kurczeniem się.
PETG: wytrzymały i zachowujący kształt
PETG reaguje inaczej niż PLA po wyżarzeniu. Jest już wytrzymały i elastyczny, ale wyżarzanie czyni go jeszcze lepszym. Dobrze zachowuje również swój kształt pod wpływem ciepła lub naprężeń. Dzięki temu PETG doskonale nadaje się do mocnych części używanych na zewnątrz lub pod ciśnieniem.
PETG nie kurczy się tak bardzo jak PLA podczas wyżarzania. Ale wymaga wyższej temperatury, około 95°C do 115°C. Uważaj, aby uniknąć przegrzania, które może zniszczyć wydruk.
Filamenty specjalne: Workday PLA i Pro PLA
Niektóre filamenty, takie jak Workday PLA i Pro PLA, są wykonane tak, aby były mocniejsze. Wyżarzanie sprawia, że są jeszcze lepsze do trudnych zadań.
Workday PLA ma dodatki, które czynią go mniej kruchym. Pro PLA koncentruje się na lepszym radzeniu sobie z ciepłem. Oba typy kurczą się i odkształcają mniej niż zwykły PLA, więc są łatwiejsze w użyciu.
| Kluczowe punkty | Bliższe dane |
|---|---|
| Dlaczego wyżarzanie jest ważne | Pomaga wzmocnić włókna i wydłużyć ich żywotność. |
| Jak to działa | Wyżarzanie utrwala strukturę, dzięki czemu części stają się mocniejsze. |
| Więcej końcówek włókien oznacza lepszy wzrost i wytrzymałość. |
Wyżarzanie jest bardzo użyteczną metodą ulepszania wydruków 3D, szczególnie w przypadku zaawansowanych filamentów.
Wskazówki, jak zmniejszyć odkształcanie i kurczenie się
Dopasowanie rozmiaru wydruku do kurczenia
Wyżarzanie może powodować kurczenie się lub odkształcanie wydruków, zwłaszcza PLA i PETG. Aby temu zaradzić, powiększ nieco swoje projekty przed drukowaniem. Pomaga to uzyskać ostateczny rozmiar odpowiadający temu, jaki chcesz uzyskać po wyżarzeniu.
Różne materiały kurczą się w różny sposób. Polimery półkrystaliczne, takie jak PEEK, kurczą się bardziej (1,5%) niż amorficzne (0,5%). Ich gęstości również się różnią — półkrystaliczne to 1,30 g/cm³, a amorficzne 1,26 g/cm³. To pokazuje duże zmiany objętości.
Wskazówka: Użyj narzędzi projektowych, aby skalować modele o 2-3% dla PLA. Pomaga to w oczekiwanym skurczu.
Obserwowanie procesu wyżarzania
Aby uniknąć problemów, należy kontrolować wydruk podczas wyżarzania.Użyj kontrolowane źródło ciepła aby utrzymać stałą temperaturę. Jest to bardzo ważne dla PLA, który mięknie przy niższym ciepłu.
Sprawdź temperaturę za pomocą osobnego termometru. Wbudowane termometry mogą być niedokładne i mogą powodować nierównomierne nagrzewanie. Nie przegrzewaj, ponieważ może to zniszczyć wydruk poprzez stopienie lub rozdzielenie warstw.
- Uważaj, aby nie przegrzać urządzenia, ponieważ może to spowodować stopienie wydruków.
- Stosuj stałe ciepło, aby zapobiec odkształceniom lub zgięciu.
Wskazówka: Ustaw timer i sprawdź bez otwierania drzwi piekarnika. Nagłe zmiany temperatury mogą spowodować pęknięcie lub odkształcenie wydruku.
Wybór właściwych części do wyżarzania
Nie wszystkie wydruki wymagają wyżarzania. Wybierz części, które muszą być mocne, odporne na ciepło lub o stabilnym rozmiarze. Funkcjonalne elementy, takie jak koła zębate lub wsporniki, są dobrym wyborem.
Wyżarzanie wzmacnia części, zmniejsza naprężenia i lepiej zachowuje kształt. Poprawia również odporność na ciepło, dzięki czemu części są trwalsze.
- Wyżarzanie zwiększa wytrzymałość części i zmniejsza naprężenia.
- Pomaga zachować częściom właściwy rozmiar i odporność na ciepło.
- Największe korzyści odnoszą elementy funkcjonalne, takie jak koła zębate czy wsporniki.
Wskazówka: Nie wyżarzaj części dekoracyjnych lub szczegółowych. Kurczenie się może zniszczyć piękne projekty. Skup się na częściach, które wymagają wytrzymałości i trwałości.
Zalety i ograniczenia wyżarzania PLA i PETG
Większa wytrzymałość i odporność na ciepło
Wyżarzanie sprawia, że PLA i PETG stają się mocniejsze i lepsze pod wpływem ciepła. Podgrzewanie zmienia cząsteczki materiału, czyniąc je bardziej stabilnymi. To obniża naprężenia wewnątrz i pomaga warstwom trzymać się razem. Badania pokazują wyżarzanie zwiększa wytrzymałość naprawiając słabe punkty. Sprawia również, że materiał jest trudniejszy do zgięcia i bardziej wytrzymały.
PLA staje się znacznie lepsze w radzeniu sobie z ciepłem po wyżarzaniu. Zwykły PLA mięknie w temperaturze 60°C, ale wyżarzany PLA pozostaje twardy w wyższych temperaturach. PETG, już wytrzymały, staje się jeszcze mocniejszy i lepiej opiera się uderzeniom. Te zmiany sprawiają, że oba materiały świetnie nadają się do części narażonych na ciepło lub naprężenia.
Problemy: odkształcanie, kurczenie się i wygląd
Wyżarzanie może powodować problemy, takie jak odkształcanie i kurczenie. PLA często kurczy się nierównomiernie podczas chłodzenia, co może zaburzyć jego rozmiar. PETG kurczy się mniej, ale nadal może się wyginać, jeśli ciepło nie jest stałe. Badania pokazują, że PLA kurczy się mniej niż ABS, ale nierównomierne kurczenie się nadal stanowi problem.
Wyżarzanie może również zmienić wygląd wydruków. Części mogą stracić gładkie wykończenie lub stać się mętne. Jest to dobre dla mocnych części, ale złe dla dekoracyjnych. Aby tego uniknąć, stosuj metody stałego ogrzewania i chłodzenia.
Najlepsze zastosowania wyżarzania
Wyżarzanie działa najlepiej w przypadku części, które wymagają wytrzymałości lub odporności na ciepło. Dobrymi przykładami są koła zębate, wsporniki i obudowy. Badania pokazują wyżarzanie nylonu sprawia, że staje się on mocniejszy i bardziej stabilne. Ale nie wszystkie części dobrze znoszą wyżarzanie. PLA z drobnymi szczegółami może się za bardzo skurczyć, a PETG z cienkimi ściankami może się wyginać pod wpływem ciepła.
Wybierz części, które będą narażone na naprężenia lub wysoką temperaturę podczas wyżarzania. Pomiń dekoracyjne lub szczegółowe nadruki, ponieważ mogą stracić swój kształt lub wygląd.
Wyżarzanie w druku 3D wzmacnia wydruki PLA i PETG. Pomaga im również lepiej radzić sobie z ciepłem i dłużej wytrzymywać. Proces ten zmniejsza kruchość, przez co części są bardziej wytrzymałe w codziennym użytkowaniu. Mogą wystąpić problemy takie jak odkształcanie lub kurczenie się, ale można ich uniknąć. Przygotuj dobrze swoje wydruki i uważnie obserwuj proces, aby rozwiązać te problemy. Wyżarzanie może pomóc Ci tworzyć lepsze części 3D. Jest świetne w przypadku przedmiotów, które muszą radzić sobie z naprężeniami lub wysoką temperaturą.
Często zadawane pytania
Jak zapobiec odkształcaniu się materiału podczas wyżarzania?
Użyj stałego źródła ciepła, np. piekarnika elektrycznego.Umieść wydruk na płaskiej, równej powierzchni. Unikaj szybkich zmian temperatury, aby zachować stabilność. Pozwól wydrukowi powoli ostygnąć po podgrzaniu, aby zapobiec odkształceniu. Wyżarzanie piaskowe jest również pomocne w równomiernym nagrzewaniu i podparciu.
Wskazówka: Uważnie obserwuj proces, aby uzyskać najlepsze rezultaty.
Czy wszystkie filamenty PLA i PETG można wyżarzać?
Nie każdy filament dobrze znosi wyżarzanie. Zwykłe PLA i PETG są najłatwiejsze do wyżarzania. Specjalne filamenty, takie jak Pro PLA lub Workday PLA, działają jeszcze lepiej. Zawsze sprawdzaj instrukcje producenta filamentu przed wyżarzaniem.
Jak bardzo zmniejsza się objętość wydruków podczas wyżarzania?
PLA kurczy się o około 2-3%, podczas gdy PETG kurczy się mniej, około 1-2%. Dokładny skurcz zależy od filamentu i użytej metody. Przed drukowaniem powiększ nieco swój model, aby to dostosować.
| Typ polimeru | Skurcz (%) | Gęstość (g/cm³) | Zmiana głośności (%) |
|---|---|---|---|
| Polimer amorficzny | 0,5 | 1.26 | Brak |
| Półkrystaliczny PEEK | 1,5 | 1.30 | >3 |
| Tworzywo | Skurcz (%) |
|---|---|
| PLA | 2-3% |
| PETG | 1-2% |
Czy nadruki dekoracyjne należy poddawać wyżarzaniu?
Nie, nadruki dekoracyjne nie wymagają wyżarzania. Proces ten może je skurczyć lub odkształcić, niszcząc drobne szczegóły. Wyżarzanie jest lepsze w przypadku mocnych, odpornych na ciepło części, które wymagają trwałości.
Czy można wyżarzać odbitki w kuchence mikrofalowej?
Nie używaj mikrofalówki do wyżarzania. Mikrofale nagrzewają nierównomiernie i mogą zniszczyć wydruk. Zamiast tego używaj bezpieczniejszych metod, takich jak piekarnik elektryczny, podgrzewany piasek lub kąpiele wodne.
Notatka: Bądź bezpieczny! Używaj odpowiednich narzędzi i postępuj zgodnie z instrukcjami podczas wyżarzania.



{kind=link}
Zostaw komentarz
Wszystkie komentarze są moderowane przed opublikowaniem.
Ta strona jest chroniona przez hCaptcha i obowiązują na niej Polityka prywatności i Warunki korzystania z usługi serwisu hCaptcha.